Pushing Out the Boundaries is One Key to Success for UMMF
United Machine & Metal Fabrication has grown in size and capabilities by getting smarter about its manufacturing processes, including investing heavily in machines and equipment, and the people and software to power them.
Quick Facts
- Product Used: Mill, Multiaxis, Lathe
- Industry: Aerospace, Military, Mining, Polymer, Transportation
Project Details
- The Challenge: Combine advanced manufacturing technology with woodworking to bring a level of excitement to the classroom that will encourage students to open their minds to the benefits of a career in manufacturing while letting them enjoy the experience as they develop new CAD/CAM skills.
- The Solution: Educational Suite, Art
- Benefits:
- Easy programs for students to learn
- Promotes advancement of skill levels
- Offers teacher assistance as needed
- Widely accepted in industry
United Machine & Metal Fabrication was started by co-Owner/President, Tony Johnson, in his father’s small garage in 1993 with one small lathe and one small milling machine. After expanding to a larger space, Johnson met Amir Rashidi, who contacted him regarding machined parts for a fabricating shop in which he worked. Johnson knew he needed a sales team and some help with the direction of the company. Soon, Johnson and Rashidi became partners and eventually built the current Newton, NC, facility.
“We’ve grown in size and capabilities by getting smarter about our manufacturing processes; investing in our people, machines, and equipment; and by keeping up-to-date with technology and our software,” Johnson said.
The job shop provides close-tolerance machining and metal fabrication to a broad range of industries including the polymer, aerospace, and mining equipment industries, as well as the U.S. Navy and other branches of the U.S military. They also make custom parts for Stewart-Haas Racing race cars.
In order to fulfill the diverse orders that come in every day, the company runs one long 12-hour shift. The combination of two 5-axis machining centers – one multitasking, the other a turning milling center – three EDM machines, six lathes, eight CNC vertical machining centers, one horizontal machining center, one CNC horizontal boring mill, five manual mills, four manual lathes, and a collection of grinding, welding, and other finishing machines, allows the shop to run efficiently. It takes a powerful and multi-faceted software program to be able to accommodate all the machines. Johnson and Rashidi found their solution in Mastercam. It is especially helpful with the 5-axis machines which can do the work of several mills and lathes by enabling programmers to create sophisticated mill, multiaxis, and lathe toolpaths from within a single programming environment.
“Three-quarters of the drawings we work from come in designed and ready. If we need fixtures, we design it on the floor. But, for the most part, we’re using 12 seats of Mastercam to do all of our standard turning and milling – with great results,” he said.

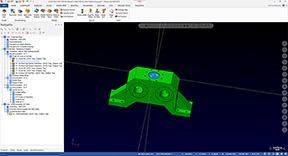
UMMF handles a wide range of jobs from very small parts to parts that can weigh up to 5,000-6,000 pounds in sizes up to 32” diameter X 26” long. The shop was recently challenged by an injection mold customer to make an oddly shaped 18” x 13.5” x 7” plastic extrusion flow splitter for one of its larger injection molding systems.
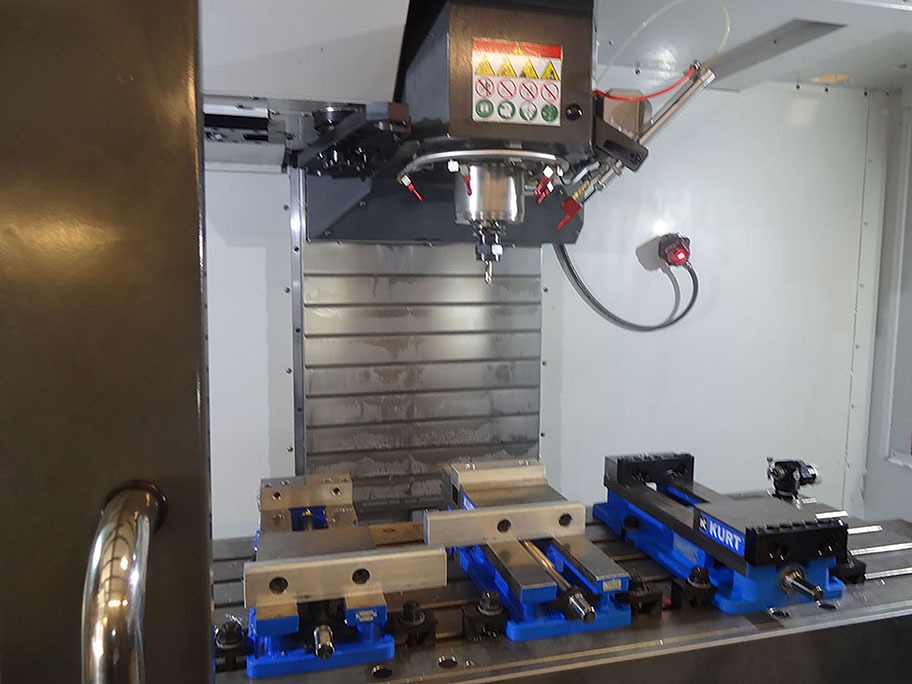
“It was different compared to what we’re used to,” said CNC programmer Alex Johnson, who is also Tony’s son. “We used a 5-axis multitasking machining center with a trunnion-style tilting table. Figuring out how to do it most efficiently, in terms of machining as many faces as possible per set-up, wasn’t easy because moving that part around wasn’t easy,” he said.
“The challenge was to get it set-up in the machine, mounted, and then program the software as much as possible on each set-up.” They used 3D Area Clearance for the roughing operations, starting with a billet of 4140 PHT 28-32 RC. According to Tony, the splitter sends material in two directions. The flow part is milled with Area Clearance toolpaths and then a scallop finish process. Dynamic Work Offsets allows multiple faces to be cut with only one probed position.
Alex Johnson relied heavily on Mastercam’s Simulation features, Backplot and Verify, to retrace toolpaths to check for gouges, detect collisions and fixtures, and otherwise ensure that the programmed toolpaths would, indeed, work on the machine. The ability to open a separate Simulation window allowed Alex to make adjustments to the programs while they remained visible on another screen, saving valuable time.
Customer Quote
“It may take some time to develop, but when you have confidence in your tools, your equipment, your technology, and your people, it goes a long way in helping you with the risks you take in this business.”
“Using Mastercam’s toolpaths, especially the Peel Mill toolpaths, helps the machinist select the optimal machining strategy to cut the parts faster, more efficiently, and more accurately. And that means increased productivity.”
Tony Johnson, Owner/President, United Machine & Metal Fabrication
Mastercam Representative Quote
“My shop relied on canned cycle G-code because of lack of memory in the older controls. That’s where Jimmy Wakeford, our Reseller, and Mastercam came in. I called Jimmy and asked whether Mastercam posted canned cycles and he said no problem. Mastercam also has the stock boundary option to save time turning castings. I could draw the casting shape and use that as the rough stock. Jimmy worked on the post and I began learning the software. Since then, Jimmy has been there offering support and growing as we grew.”
Tony Johnson, Owner/President, United Machine & Metal Fabrication


