Att tänja på gränserna är en nyckel till framgång för UMMF
United Machine & Metal Fabrication har vuxit i storlek och kapacitet genom att bli smartare i sina tillverkningsprocesser, bland annat genom att investera kraftigt i maskiner och utrustning samt i personal och programvara som driver dem.
Snabba fakta
- Använd produkt: Fräs, Multiaxis, Lathe
- Industriell verksamhet: Flyg- och rymdindustrin, militärindustrin, gruvindustrin, polymerindustrin, transportsektorn
Projektdetaljer
- Utmaningen: Kombinera avancerad tillverkningsteknik med träbearbetning för att skapa en spänningsnivå i klassrummet som uppmuntrar eleverna att öppna sina sinnen för fördelarna med en karriär inom tillverkning samtidigt som de får njuta av upplevelsen när de utvecklar nya CAD/CAM-färdigheter.
- Lösningen: Utbildningssvit, konst
- Fördelar:
- Enkla program för studenter att lära sig
- Främjar utveckling av kompetensnivåer
- Erbjuder lärarassistans vid behov
- Allmänt accepterad inom industrin
United Machine & Metal Fabrication startades av delägaren och verkställande direktören Tony Johnson i hans fars lilla garage 1993 med en liten svarv och en liten fräsmaskin. Efter att ha expanderat till ett större utrymme träffade Johnson Amir Rashidi, som kontaktade honom angående bearbetade delar till en verkstad där han arbetade. Johnson visste att han behövde ett säljteam och lite hjälp med företagets inriktning. Snart blev Johnson och Rashidi partners och byggde så småningom den nuvarande anläggningen i Newton, NC.
“Vi har vuxit i storlek och kapacitet genom att bli smartare när det gäller våra tillverkningsprocesser, investera i våra medarbetare, maskiner och utrustning samt hålla oss uppdaterade när det gäller teknik och programvara”, säger Johnson.
Verkstaden tillhandahåller maskinbearbetning med snäva toleranser och metalltillverkning till ett brett spektrum av industrier, inklusive polymer-, flyg- och gruvutrustningsindustrin, samt till den amerikanska flottan och andra grenar av den amerikanska militären. De tillverkar också specialanpassade delar till Stewart-Haas Racings racerbilar.
För att kunna uppfylla de olika order som kommer in varje dag kör företaget ett långt 12-timmarsskift. Kombinationen av två 5-axliga bearbetningscenter – ett multitaskingcenter och ett svarvfräscenter – tre EDM-maskiner, sex svarvar, åtta vertikala CNC-bearbetningscenter, ett horisontellt bearbetningscenter, ett horisontellt CNC-borrverk, fem manuella fräsar, fyra manuella svarvar och en samling slip-, svets- och andra finbearbetningsmaskiner gör att verkstaden kan drivas effektivt. Det krävs ett kraftfullt och mångfacetterat program för att kunna hantera alla maskiner. Johnson och Rashidi hittade sin lösning i Mastercam. Det är särskilt användbart med de 5-axliga maskinerna som kan göra samma arbete som flera fräsar och svarvar genom att programmerarna kan skapa sofistikerade verktygsbanor för fräsar, Multiaxis och svarvar i en och samma programmeringsmiljö.
“Tre fjärdedelar av de ritningar vi arbetar utifrån kommer in designade och klara. Om vi behöver fixturer designar vi dem på golvet. Men för det mesta använder vi 12 platser i Mastercam för att göra all vår standardsvarvning och fräsning – med bra resultat”, säger han.

UMMF hanterar ett brett spektrum av jobb, från mycket små delar till delar som kan väga upp till 5.000-6.000 pund i storlekar upp till 32″ diameter x 26″ längd. Verkstaden utmanades nyligen av en formsprutningskund att tillverka en udda 18″ x 13,5″ x 7″ flödesdelare för plaststrängsprutning för ett av sina större formsprutningssystem.
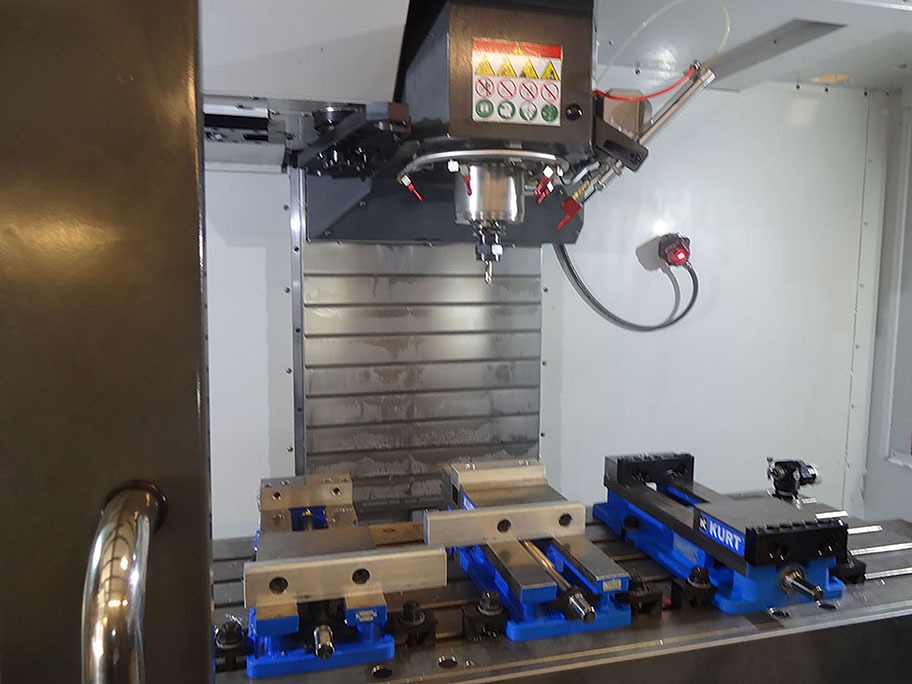
“Det var annorlunda jämfört med vad vi är vana vid”, säger CNC-programmeraren Alex Johnson, som också är Tonys son. “Vi använde ett 5-axligt multitasking-bearbetningscenter med ett tippbart bord av trunnion-typ. Det var inte lätt att räkna ut hur vi skulle göra det mest effektivt, dvs. bearbeta så många ytor som möjligt per uppställning, eftersom det inte var lätt att flytta runt detaljen”, säger han.
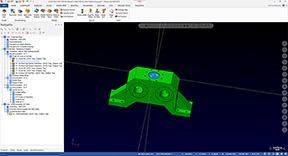
“Utmaningen var att få den inställd i maskinen, monterad och sedan programmera programvaran så mycket som möjligt vid varje inställning.” De använde 3D Area Clearance för grovbearbetningen och började med ett ämne av 4140 PHT 28-32 RC. Enligt Tony skickar delaren materialet i två riktningar. Flödesdelen fräses med Area Clearance-verktygsbanor och sedan med en scallop-finishprocess. Med Dynamic Work Offsets kan flera ytor bearbetas med endast en probposition.
Alex Johnson förlitade sig mycket på Mastercams simuleringsfunktioner, Backplot och Verify, för att följa verktygsbanorna för att kontrollera om det fanns spår, upptäcka kollisioner och fixturer och på andra sätt säkerställa att de programmerade verktygsbanorna verkligen skulle fungera på maskinen. Möjligheten att öppna ett separat simuleringsfönster gjorde att Alex kunde göra justeringar i programmen medan de fortfarande var synliga på en annan skärm, vilket sparade värdefull tid.
Offert från kund
“Det kan ta lite tid att utveckla, men när du har förtroende för dina verktyg, din utrustning, din teknik och dina medarbetare är det en stor hjälp när det gäller att hantera de risker du tar i den här branschen.”
“Genom att använda Mastercams verktygsbanor, särskilt Peel Mill-verktygsbanorna, kan maskinisten välja den optimala bearbetningsstrategin för att skära detaljerna snabbare, effektivare och mer exakt. Och det innebär ökad produktivitet.”
Tony Johnson, Owner/President, United Machine & Metal Fabrication
Mastercam representant offert
“Min verkstad förlitade sig på G-kod för konserverade cykler eftersom de äldre styrenheterna inte hade tillräckligt med minne. Det var där Jimmy Wakeford, vår återförsäljare, och Mastercam kom in i bilden. Jag ringde Jimmy och frågade om Mastercam kunde lägga upp konserverade cykler och han sa att det inte var några problem. Mastercam har också alternativet stock boundary för att spara tid vid svarvning av gjutgods. Jag kunde rita upp gjutformen och använda den som råmaterial. Jimmy arbetade på posten och jag började lära mig programvaran. Sedan dess har Jimmy funnits där och erbjudit stöd och utvecklats i takt med att vi har vuxit.”
Tony Johnson, Owner/President, United Machine & Metal Fabrication