Repousser les limites est l’une des clés du succès de l’UMMF
United Machine & Metal Fabrication a augmenté sa taille et ses capacités en améliorant ses processus de fabrication, notamment en investissant massivement dans les machines et les équipements, ainsi que dans le personnel et les logiciels qui les alimentent.
En bref
- Product Used: Mill, Multiaxis, Lathe
- Industrie : Aérospatiale, militaire, mines, polymères, transports
Détails du projet
- Le défi : Combiner une technologie de fabrication avancée avec le travail du bois pour apporter un niveau d’excitation dans la salle de classe qui encouragera les étudiants à ouvrir leur esprit aux avantages d’une carrière dans la fabrication tout en leur permettant de profiter de l’expérience tout en développant de nouvelles compétences en CAO/FAO.
- The Solution: Educational Suite, Art
- Avantages :
- Des programmes faciles à apprendre pour les étudiants
- Favorise la progression des niveaux de compétences
- Apporte son aide à l’enseignant en cas de besoin
- Largement accepté dans l’Industrie
United Machine & Metal Fabrication was started by co-Owner/President, Tony Johnson, in his father’s small garage in 1993 with one small lathe and one small milling machine. After expanding to a larger space, Johnson met Amir Rashidi, who contacted him regarding machined parts for a fabricating shop in which he worked. Johnson knew he needed a sales team and some help with the direction of the company. Soon, Johnson and Rashidi became partners and eventually built the current Newton, NC, facility.
« Nous avons augmenté notre taille et nos capacités en améliorant nos processus d’usinage, en investissant dans notre personnel, nos machines et nos équipements, et en restant à la pointe de la technologie et de nos logiciels », a déclaré M. Johnson.
The job shop provides close-tolerance machining and metal fabrication to a broad range of industries including the polymer, aerospace, and mining equipment industries, as well as the U.S. Navy and other branches of the U.S military. They also make custom parts for Stewart-Haas Racing race cars.
In order to fulfill the diverse orders that come in every day, the company runs one long 12-hour shift. The combination of two 5-axis machining centers – one multitasking, the other a turning milling center – three EDM machines, six lathes, eight CNC vertical machining centers, one horizontal machining center, one CNC horizontal boring mill, five manual mills, four manual lathes, and a collection of grinding, welding, and other finishing machines, allows the shop to run efficiently. It takes a powerful and multi-faceted software program to be able to accommodate all the machines. Johnson and Rashidi found their solution in Mastercam. It is especially helpful with the 5-axis machines which can do the work of several mills and lathes by enabling programmers to create sophisticated mill, multiaxis, and lathe toolpaths from within a single programming environment.
« Les trois quarts des dessins à partir desquels nous travaillons nous parviennent conçus et prêts. Si nous avons besoin de montages, nous les concevons sur place. Mais, pour l’essentiel, nous utilisons 12 postes de Mastercam pour effectuer tous nos travaux de tournage et de fraisage standard, avec d’excellents résultats », précise-t-il.

L’UMMF traite un large éventail de travaux, allant de très petites pièces à des pièces pouvant peser jusqu’à 5 000-6 000 livres, dans des dimensions allant jusqu’à 32″ de diamètre sur 26″ de long. L’atelier a récemment été mis au défi par un client du secteur du moulage par injection de fabriquer un séparateur de flux d’extrusion plastique de forme étrange de 18″ x 13,5″ x 7″ pour l’un de ses plus grands systèmes de moulage par injection.
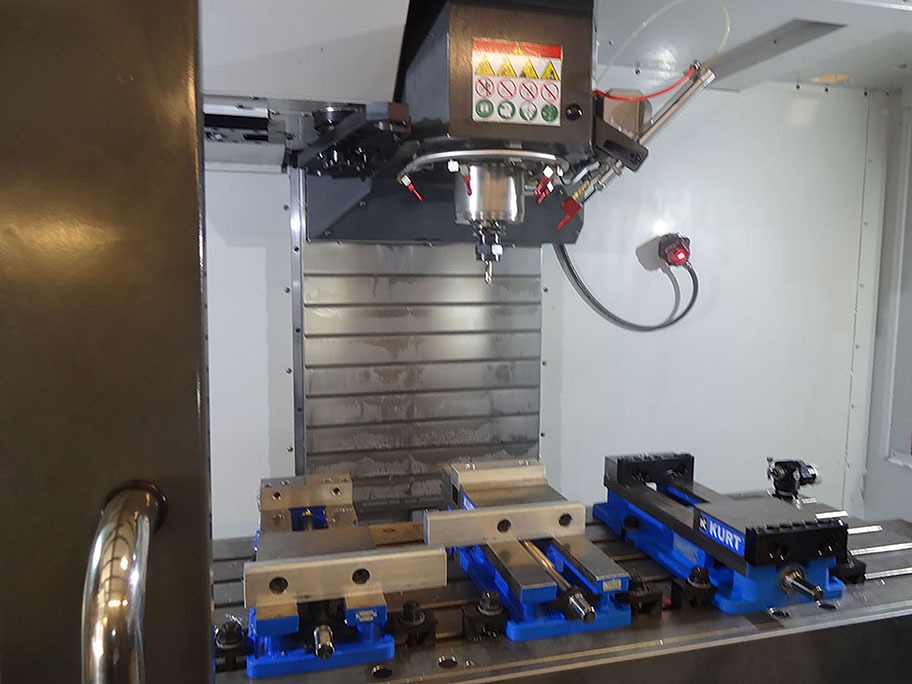
« C’était différent de ce à quoi nous étions habitués », explique le programmeur CNC Alex Johnson, qui est également le fils de Tony. « Nous avons utilisé un centre d’usinage multitâche à 5 axes avec une table basculante de type tourillon. Il n’a pas été facile de trouver le moyen le plus efficace, en termes d’usinage du plus grand nombre de faces possible par réglage, parce qu’il n’était pas facile de déplacer cette pièce », a-t-il ajouté.
“The challenge was to get it set-up in the machine, mounted, and then program the software as much as possible on each set-up.” They used 3D Area Clearance for the roughing operations, starting with a billet of 4140 PHT 28-32 RC. According to Tony, the splitter sends material in two directions. The flow part is milled with Area Clearance toolpaths and then a scallop finish process. Dynamic Work Offsets allows multiple faces to be cut with only one probed position.
Alex Johnson s’appuyait fortement sur les fonctions de Simulation de Mastercam, Simulation et Verify, pour retracer les parcours d’outils afin de vérifier les gouges, détecter les collisions et les montages, et s’assurer que les parcours d’outils programmés fonctionneraient effectivement sur la machine. La possibilité d’ouvrir une fenêtre de simulation distincte a permis à Alex d’apporter des ajustements aux programmes tout en les laissant visibles sur un autre écran, ce qui lui a fait gagner un temps précieux.
Devis client
« Cela peut prendre un certain temps à développer, mais lorsque vous avez confiance dans vos outils, votre équipement, votre technologie et votre personnel, cela vous aide beaucoup à faire face aux risques que vous prenez dans ce métier. »
“Using Mastercam’s toolpaths, especially the Peel Mill toolpaths, helps the machinist select the optimal machining strategy to cut the parts faster, more efficiently, and more accurately. And that means increased productivity.”
Tony Johnson, Owner/President, United Machine & Metal Fabrication
Devis d’un représentant Mastercam
« Mon atelier s’appuyait sur des cycles G fixes en raison du manque de mémoire des anciennes commandes. C’est là que Jimmy Wakeford, notre revendeur, et Mastercam sont entrés en jeu. J’ai appelé Jimmy pour lui demander si Mastercam générait des cycles fixes et il m’a répondu que cela ne posait aucun problème. Mastercam dispose également de l’option « stock boundary » qui permet de gagner du temps dans le tournage des fonderies. Je pouvais dessiner la forme de la fonderie et l’utiliser comme ébauche. Jimmy a généré le code et j’ai commencé à apprendre le logiciel. Depuis lors, Jimmy a toujours été là pour nous soutenir et nous faire évoluer au fur et à mesure de notre croissance ».
Tony Johnson, Owner/President, United Machine & Metal Fabrication


