Przekraczanie granic to jeden z kluczy do sukcesu UMMF
Firma United Machine & Metal Fabrication zwiększyła swój rozmiar i możliwości dzięki inteligentniejszemu podejściu do procesów produkcyjnych, w tym intensywnym inwestycjom w maszyny i urządzenia oraz ludzi i oprogramowanie do ich obsługi.
Szybkie fakty
- Używany produkt: Frezarka, Wieloosiowa, Tokarka
- Przemysł: Lotnictwo i kosmonautyka, Wojsko, Górnictwo, Polimery, Transport
Szczegóły projektu
- Wyzwanie: Połączyć zaawansowaną technologię produkcji z obróbką drewna, aby wnieść do klasy poziom ekscytacji, który zachęci uczniów do otwarcia umysłów na korzyści płynące z kariery w produkcji, jednocześnie pozwalając im cieszyć się doświadczeniem podczas rozwijania nowych umiejętności CAD / CAM.
- Rozwiązanie: Pakiet edukacyjny, sztuka
- Korzyści:
- Łatwe programy do nauki dla studentów
- Promuje rozwój poziomu umiejętności
- W razie potrzeby oferuje pomoc nauczycielom
- Powszechnie akceptowane w przemyśle
United Machine & Metal Fabrication została założona przez współwłaściciela/prezesa, Tony’ego Johnsona, w małym garażu jego ojca w 1993 roku z jedną małą tokarką i jedną małą frezarką. Po rozszerzeniu działalności do większej przestrzeni, Johnson poznał Amira Rashidi, który skontaktował się z nim w sprawie obrabianych części dla zakładu produkcyjnego, w którym pracował. Johnson wiedział, że potrzebuje zespołu sprzedaży i pomocy w kierowaniu firmą. Wkrótce Johnson i Rashidi zostali partnerami i ostatecznie zbudowali obecny zakład w Newton, NC.
“Zwiększyliśmy swój rozmiar i możliwości dzięki mądrzejszemu podejściu do naszych procesów produkcyjnych, inwestowaniu w naszych ludzi, maszyny i sprzęt oraz dzięki byciu na bieżąco z technologią i naszym oprogramowaniem” – powiedział Johnson.
Warsztat zapewnia obróbkę skrawaniem i produkcję metali w ścisłej tolerancji dla szerokiego zakresu branż, w tym przemysłu polimerowego, lotniczego i górniczego, a także Marynarki Wojennej Stanów Zjednoczonych i innych gałęzi amerykańskiego wojska. Firma produkuje również niestandardowe części do samochodów wyścigowych Stewart-Haas Racing.
Aby zrealizować różnorodne zamówienia, które napływają każdego dnia, firma pracuje na jednej długiej, 12-godzinnej zmianie. Połączenie dwóch 5-osiowych centrów obróbczych – jednego wielozadaniowego, drugiego tokarsko-frezarskiego – trzech obrabiarek elektroerozyjnych, sześciu tokarek, ośmiu pionowych centrów obróbczych CNC, jednego poziomego centrum obróbczego, jednej poziomej wytaczarki CNC, pięciu ręcznych frezarek, czterech ręcznych tokarek oraz zestawu szlifierek, spawarek i innych maszyn wykończeniowych pozwala na wydajną pracę warsztatu. Potrzeba potężnego i wieloaspektowego oprogramowania, aby móc pomieścić wszystkie maszyny. Johnson i Rashidi znaleźli rozwiązanie w Mastercam. Jest on szczególnie pomocny w przypadku maszyn 5-osiowych, które mogą wykonywać pracę kilku frezarek i tokarek, umożliwiając programistom tworzenie zaawansowanych ścieżek narzędzi frezarskich, wieloosiowych i tokarskich z poziomu jednego środowiska programowania.
“Trzy czwarte rysunków, na podstawie których pracujemy, jest zaprojektowanych i gotowych. Jeśli potrzebujemy osprzętu, projektujemy go na miejscu. Ale w większości przypadków używamy 12 stanowisk Mastercam do wykonywania wszystkich standardowych operacji toczenia i frezowania – z doskonałymi wynikami” – powiedział.

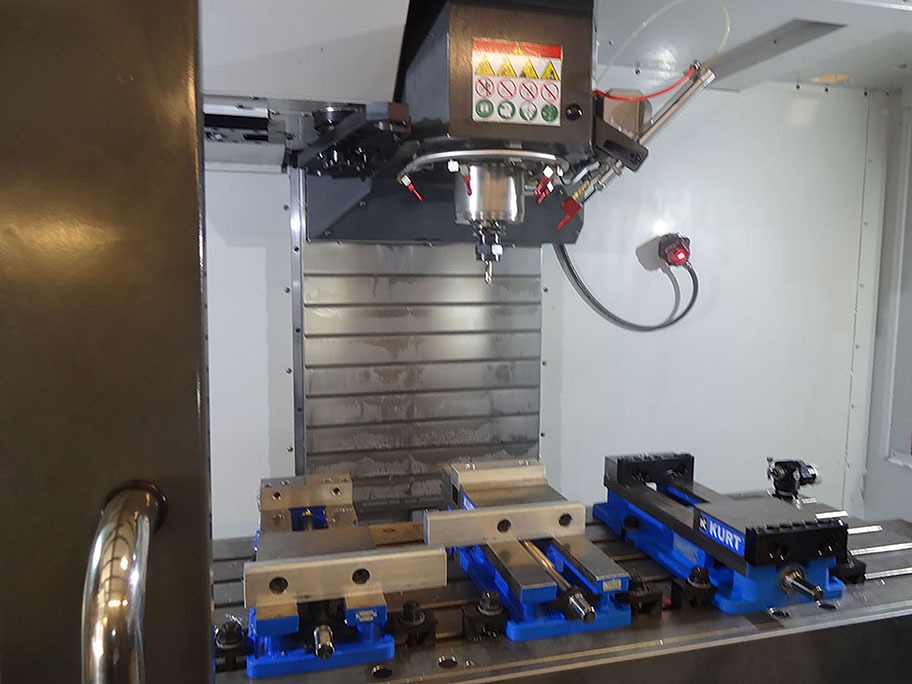
UMMF obsługuje szeroki zakres zadań, od bardzo małych części do części, które mogą ważyć do 5000-6000 funtów w rozmiarach do 32″ średnicy X 26″ długości. Niedawno klient z branży form wtryskowych postawił przed zakładem zadanie wykonania rozdzielacza strumienia wytłaczanego tworzywa sztucznego o dziwnym kształcie i wymiarach 18″ x 13,5″ x 7″ dla jednego z większych systemów formowania wtryskowego.
“To było inne w porównaniu do tego, do czego jesteśmy przyzwyczajeni” – powiedział programista CNC Alex Johnson, który jest również synem Tony’ego. “Używaliśmy 5-osiowego wielozadaniowego centrum obróbczego z uchylnym stołem typu trunnion. Ustalenie, jak zrobić to najbardziej wydajnie, pod względem obróbki jak największej liczby powierzchni w jednym ustawieniu, nie było łatwe, ponieważ przenoszenie tej części nie było łatwe” – powiedział.
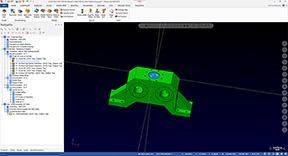
“Wyzwaniem było ustawienie go w maszynie, zamontowanie, a następnie zaprogramowanie oprogramowania w jak największym stopniu przy każdej konfiguracji”. Do obróbki zgrubnej wykorzystano system 3D Area Clearance, zaczynając od kęsa 4140 PHT 28-32 RC. Według Tony’ego, rozdzielacz wysyła materiał w dwóch kierunkach. Część przepływowa jest frezowana przy użyciu ścieżek narzędzia Area Clearance, a następnie poddawana obróbce wykończeniowej typu scallop. Dynamiczne przesunięcia robocze umożliwiają cięcie wielu powierzchni przy użyciu tylko jednej pozycji pomiarowej.
Alex Johnson w dużym stopniu polegał na funkcjach symulacji Mastercam, Backplot i Verify, aby prześledzić ścieżki narzędzia w celu sprawdzenia wyżłobień, wykrycia kolizji i mocowań oraz upewnienia się, że zaprogramowane ścieżki narzędzia rzeczywiście będą działać na maszynie. Możliwość otwarcia oddzielnego okna symulacji pozwoliła Alexowi na wprowadzanie poprawek do programów, które pozostawały widoczne na innym ekranie, oszczędzając cenny czas.
Cytat klienta
“Może to zająć trochę czasu, ale kiedy masz zaufanie do swoich narzędzi, sprzętu, technologii i ludzi, to bardzo pomaga ci w podejmowaniu ryzyka w tym biznesie”.
“Korzystanie ze ścieżek narzędzia Mastercam, zwłaszcza ścieżek narzędzia Peel Mill, pomaga operatorowi wybrać optymalną strategię obróbki, aby ciąć części szybciej, wydajniej i dokładniej. A to oznacza zwiększoną produktywność”.
Tony Johnson, Owner/President, United Machine & Metal Fabrication
Wycena dla przedstawiciela Mastercam
“Mój warsztat polegał na cyklu G-kodu z powodu braku pamięci w starszych kontrolerach. W tym miejscu pojawił się Jimmy Wakeford, nasz sprzedawca i Mastercam. Zadzwoniłem do Jimmy’ego i zapytałem, czy Mastercam publikuje cykle w puszkach, a on odpowiedział, że nie ma problemu. Mastercam ma również opcję granicy zapasów, która pozwala zaoszczędzić czas przy toczeniu odlewów. Mogłem narysować kształt odlewu i użyć go jako surowca. Jimmy pracował na stanowisku, a ja zacząłem uczyć się oprogramowania. Od tego czasu Jimmy oferuje wsparcie i rozwija się wraz z naszym rozwojem”.
Tony Johnson, Owner/President, United Machine & Metal Fabrication