Spingersi oltre i limiti è una delle chiavi del successo di UMMF
United Machine & Metal Fabrication è cresciuta in termini di dimensioni e capacità grazie a una gestione più intelligente dei propri processi produttivi, investendo in modo massiccio in macchinari e attrezzature, oltre che nel personale e nel software che li alimenta.
Fatti rapidi
- Prodotti utilizzati: Mulino, multiasse, tornio
- Industria: Aerospaziale, Militare, Minerario, Polimeri, Trasporti
Dettagli del progetto
- La sfida: Combinare la tecnologia di produzione avanzata con la lavorazione del legno per portare in classe un livello di eccitazione che incoraggi gli studenti ad aprire le loro menti ai vantaggi di una carriera nel settore manifatturiero, consentendo loro di godere dell’esperienza mentre sviluppano nuove competenze CAD/CAM.
- La soluzione: Suite didattica, Arte
- Vantaggi:
- Programmi facili da imparare per gli studenti
- Promuove l’avanzamento dei livelli di competenza
- Offre assistenza agli insegnanti se necessario
- Ampiamente accettato dall’industria
United Machine & Metal Fabrication è stata fondata dal co-proprietario/presidente, Tony Johnson, nel piccolo garage del padre nel 1993 con un piccolo tornio e una piccola fresatrice. Dopo essersi trasferito in uno spazio più grande, Johnson ha incontrato Amir Rashidi, che l’ha contattato per avere dei pezzi lavorati per un’officina di fabbricazione in cui lavorava. Johnson sapeva di aver bisogno di un team di vendita e di un aiuto per la direzione dell’azienda. Ben presto Johnson e Rashidi divennero soci e alla fine costruirono l’attuale sede di Newton, NC.
“Siamo cresciuti in dimensioni e capacità diventando più intelligenti nei nostri processi produttivi, investendo nel nostro personale, nelle macchine e nelle attrezzature e mantenendoci aggiornati con la tecnologia e il nostro software”, ha detto Johnson.
L’officina fornisce lavorazioni a tolleranza stretta e lavorazioni metalliche a un’ampia gamma di settori, tra cui quello dei polimeri, dell’industria aerospaziale e delle attrezzature per l’industria mineraria, oltre che alla Marina Militare degli Stati Uniti e ad altre branche dell’esercito americano. Realizza anche parti personalizzate per le auto da corsa della Stewart-Haas Racing.
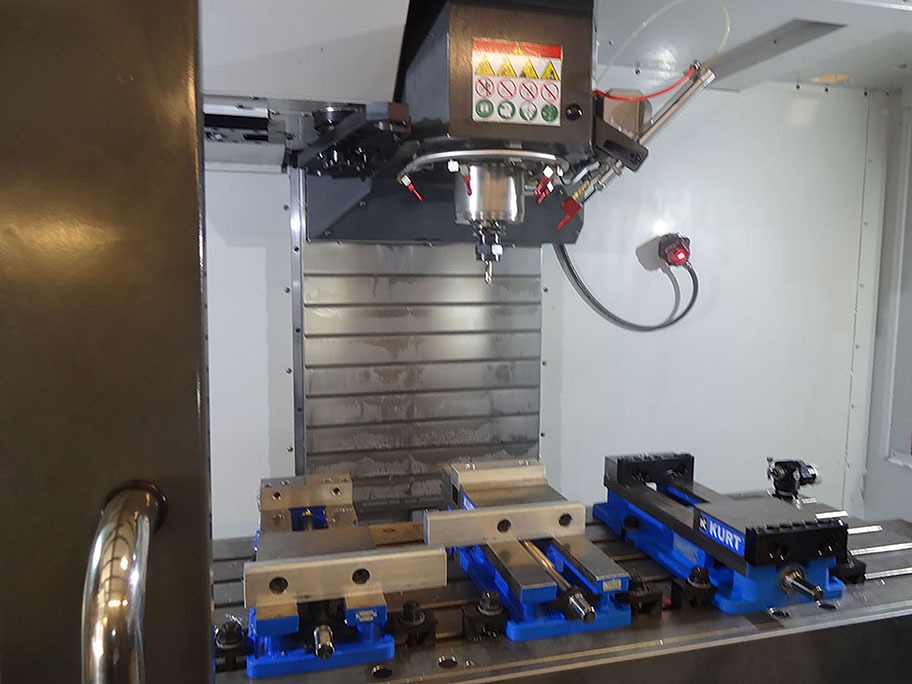
Per soddisfare i diversi ordini che arrivano ogni giorno, l’azienda fa un turno lungo di 12 ore. La combinazione di due centri di lavoro a 5 assi – uno multitasking, l’altro un centro di tornitura-fresatura – tre macchine per l’elettroerosione, sei torni, otto centri di lavoro verticali CNC, un centro di lavoro orizzontale, una fresa orizzontale CNC, cinque frese manuali, quattro torni manuali e una serie di macchine per la rettifica, la saldatura e altre finiture, permette all’officina di funzionare in modo efficiente. Per poter gestire tutte le macchine è necessario un software potente e sfaccettato. Johnson e Rashidi hanno trovato la loro soluzione in Mastercam. È particolarmente utile con le macchine a 5 assi che possono fare il lavoro di diverse frese e torni, consentendo ai programmatori di creare sofisticati percorsi utensile per frese, multiassi e torni da un unico ambiente di programmazione.
“Tre quarti dei disegni su cui lavoriamo arrivano già progettati e pronti. Se abbiamo bisogno di attrezzature, le progettiamo sul posto. Ma, per la maggior parte, utilizziamo 12 postazioni di Mastercam per eseguire tutte le nostre lavorazioni standard di tornitura e fresatura, con ottimi risultati”, ha dichiarato.

UMMF gestisce un’ampia gamma di lavori, da pezzi molto piccoli a pezzi che possono pesare fino a 5.000-6.000 libbre in dimensioni fino a 32″ di diametro X 26″ di lunghezza. Di recente, un cliente di uno stampo a iniezione ha chiesto a UMMF di realizzare uno splitter per estrusioni di plastica di forma strana (18″ x 13,5″ x 7″) per uno dei suoi sistemi di stampaggio a iniezione più grandi.
“È stato diverso rispetto a quello a cui siamo abituati”, ha detto il programmatore CNC Alex Johnson, che è anche il figlio di Tony. “Abbiamo usato un centro di lavoro multitasking a 5 assi con una tavola inclinabile di tipo trunnion. Capire come farlo nel modo più efficiente, in termini di lavorazione del maggior numero possibile di facce per ogni set-up, non è stato facile perché spostare il pezzo non era semplice”, ha detto.
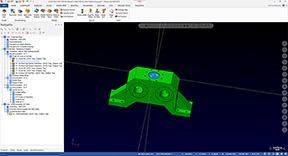
“La sfida è stata quella di configurare la macchina, montarla e programmare il software il più possibile per ogni configurazione”. Per le operazioni di sgrossatura hanno utilizzato 3D Area Clearance, partendo da una billetta di 4140 PHT 28-32 RC. Secondo Tony, lo splitter invia il materiale in due direzioni. La parte di flusso viene fresata con percorsi utensile Area Clearance e poi con un processo di finitura a smerlo. Gli offset di lavoro dinamici consentono di tagliare più facce con un’unica posizione tastata.
Alex Johnson si affidava molto alle funzioni di simulazione di Mastercam, Backplot e Verify, per ripercorrere i percorsi utensile e verificare la presenza di sgorbie, individuare collisioni e fissaggi e assicurarsi che i percorsi utensile programmati funzionassero effettivamente sulla macchina. La possibilità di aprire una finestra di simulazione separata ha permesso ad Alex di apportare modifiche ai programmi mentre questi rimanevano visibili su un altro schermo, risparmiando tempo prezioso.
Preventivo del cliente
“Ci vorrà un po’ di tempo per svilupparla, ma quando hai fiducia nei tuoi strumenti, nelle tue attrezzature, nella tua tecnologia e nel tuo personale, ti aiuterà molto ad affrontare i rischi che corri in questo settore”.
“L’utilizzo dei percorsi utensile di Mastercam, in particolare quelli di Peel Mill, aiuta il macchinista a selezionare la strategia di lavorazione ottimale per tagliare i pezzi in modo più veloce, efficiente e preciso. E questo significa una maggiore produttività”.
Tony Johnson, Owner/President, United Machine & Metal Fabrication
Preventivo rappresentante Mastercam
“La mia officina si affidava al codice G dei cicli in scatola a causa della mancanza di memoria nei controlli più vecchi. È qui che sono entrati in gioco Jimmy Wakeford, il nostro rivenditore, e Mastercam. Ho chiamato Jimmy e gli ho chiesto se Mastercam avesse pubblicato dei cicli in scatola e lui mi ha risposto che non c’erano problemi. Mastercam ha anche l’opzione di delimitazione del magazzino per risparmiare tempo nella tornitura delle fusioni. Potevo disegnare la forma della colata e usarla come grezzo. Jimmy ha lavorato sul post e io ho iniziato a imparare il software. Da allora, Jimmy è sempre stato presente offrendo supporto e crescendo di pari passo con la nostra crescita”.
Tony Johnson, Owner/President, United Machine & Metal Fabrication