Tillverkare av elektriska komponenter tar hand om formtillverkningen
Hitta en flexibel och kraftfull CAD/CAM-programvara för att producera verktyg, formar och mönster för en serie komponenter till elektriska krafttransformatorer.
Snabba fakta
- Använd produkt: Mill, Productivity+, Dynamic Motion
- Industriell verksamhet: Transport
Projektdetaljer
- Utmaningen: Hitta en flexibel och kraftfull CAD/CAM-mjukvara för att producera verktyg, formar och mönster för en serie komponenter till elektriska krafttransformatorer.
- Lösningen: Mastercam, den mest använda CNC-programvaran för CAD/CAM-operationer.
- Fördelar:
- Mastercam och specialverktyg hjälper H-J att tillverka mer komplexa formar på kortare tid utan någon större ökning av arbetsinsatsen
- OptiRough-verktygsbanan avlägsnar stora mängder material snabbt via dynamisk fräsrörelse för att leverera en helt grovbearbetad detalj på ett säkert och snabbt sätt
- Dynamic Motion-tekniken ökar bearbetningsnoggrannheten och effektiviteten, vilket gör att H-J kan använda pinnfräsar för att uppnå önskade resultat
H-J Family of Companies grundades 1969 och är en global leverantör inom transformator-, ställverks- och brytarindustrin. Det High Ridge-baserade företaget i Missouri är den ledande tillverkaren av komponenter till elektriska krafttransformatorer i Nord- och Sydamerika och har tillverkningsanläggningar i USA, Kina och Mexiko.
“H-J är en tillverkare och buntare till transformator- och ställverkstillverkare”, säger Doug Goforth, Manufacturing Support and Improvement Manager på The H-J Family of Companies. “Våra produkter dyker upp på gatan överallt där en Wire ansluts till en transformator i elnätet.”
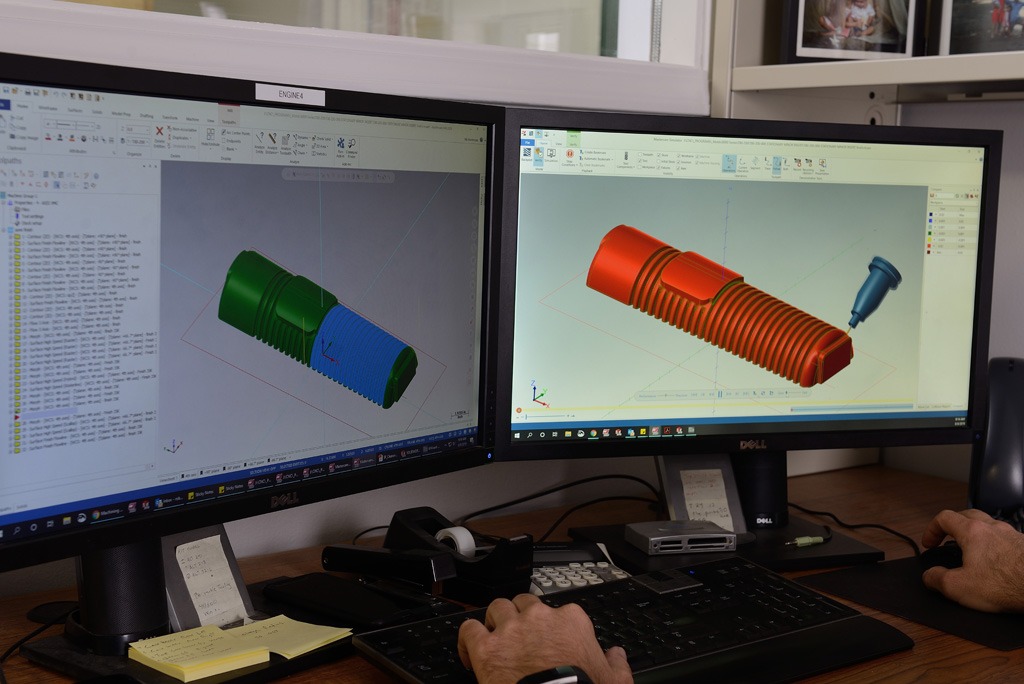
För att skapa ett omfattande produktsortiment som omfattar bussningar, isolatorer och specialkonstruerade produkter, fungerar H-J som en maskinverkstad, ett gjuteri, en epoxihartsgjutare och mycket mer. För att tillverka verktyg, formar och mönster för sina produkter förlitar sig personalen på H-J på pinnfräsar och CAD/CAM-programvara från Mastercam. Mönstren stöder gjuteriverksamheten och metallgjutningssidan av verksamheten och formarna används för epoxigjutning. H-J:s fyra Mastercam-platser ger stöd åt den växande maskinbearbetningspersonalen på 20 personer.
De flesta av H-J:s detaljer tillverkas i vertikala fleroperationsmaskiner, medan formar och mönster huvudsakligen fräses. En gång i tiden tillverkade företaget fyra formar per år, formar som krävde omfattande handpolering och efterbehandling. I dag – tack vare CAM och specialverktyg – tillverkar företaget i genomsnitt en form per månad utan någon betydande ökning av arbetstiden.
“Mastercam hjälper oss definitivt att optimera våra maskiner och använda dem på det sätt som de är konstruerade för”, säger Bobby Schaper, CNC-programmerare, The H-J Family of Companies. “Vi behöver inte längre ta fram formar för specifika detaljprofiler, vilket vi inte kunde göra tidigare.”
I november 2018 inledde CNC Software Inc. ett samarbete med Harvey Performance Company och dess varumärken Harvey Tool och Helical Tool för specialiserade pinnfräsar och skärverktyg i hårdmetall. Verktygsbanor i Mastercam kan nu integrera Harvey Tools urval av verktygsalternativ. Harvey är känt för specialprofilering och miniatyrverktyg och Helical erbjuder materialspecifika, högpresterande pinnfräsar. Genom att föra kraften i CAM-program närmare skärverktygstekniken ökar produktiviteten i H-J:s befintliga maskiner.
“Vi har 200.000-dollarsfabriker som konsekvent tillverkar kvalitetsdetaljer som man normalt ser på 500.000-dollars maskiner”, säger Goforth.
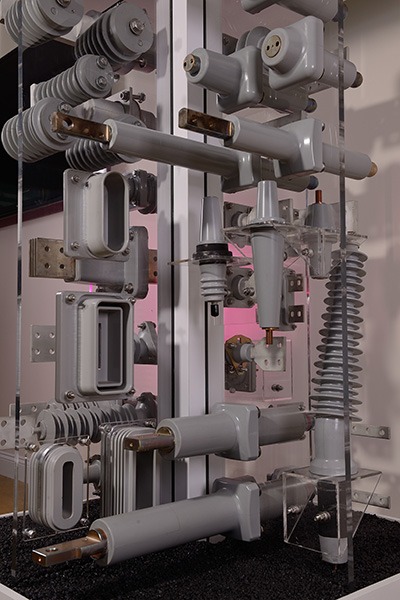
En av dessa delar är en isolator för en transformator. Shedsektionen, som liknar en stapel små ringar, används för att förhindra elektriska fel i en isolator vid luft- och vattenkontaminering. En stor utmaning vid tillverkningen är att hitta rätt verktyg med liten diameter och lång räckvidd som inte böjs av eller hackar under bearbetningen. Eftersom skären är mycket tunna använder H-J Harveys specialverktyg med avsmalnande räckvidd för att tillverka dem. De flesta av Harveys pinnfräsar som valts ut för denna applikation har specialiserade konor för stöd och små spetsar, vissa så små som 0,015″ i diameter.
Förutom specialverktyg använder H-J Mastercams Dynamic Motion-verktygsbanor för att öka bearbetningsnoggrannheten och effektiviteten. Innan man började använda verktygsbanorna använde programmerarna små steg nedåt och stora steg uppåt med vändskiveverktyg. Dynamic Motion-tekniken gör att H-J kan använda ett annat tillvägagångssätt och använda pinnfräsar för att uppnå samma resultat, ibland snabbare.
“Dynamiska verktygsbanor är det jag tycker bäst om”, säger Schaper. “Jag använder dem på nästan alla delar, och inte nödvändigtvis för slutbearbetning.”
För grovbearbetning är OptiRough den verktygsbana som H-J:s programmerare väljer. Denna dubbelriktade skärstrategi avlägsnar stora mängder material snabbt via en dynamisk fräsrörelse. Stora, aggressiva skärningar följs av snabba, mindre uppskärningar för att leverera en helt grovbearbetad detalj på ett säkert och snabbt sätt. Spindelvarvtal används för efterbearbetning för att öka maskinhastigheterna upp till 50.000 varv/min.
“Jag tror att verktygsbanorna och spindelhastigheterna hjälper Harveys miniatyrverktyg att uppnå det som de designades för att göra”, säger Schaper. “Vi vill hellre sätta ett verktyg i en situation där det kan lyckas än att pressa det mer för att minska cykeltiden.”
De flesta detaljer som H-J tillverkar väger mellan 0,5 och 100 kg. För att kunna hantera denna mängd olika detaljer krävs det tvåskift i H-J:s formtillverkning för att serva hela fabriken med gjutpressar som arbetar i treskift. Varje form har vanligtvis minst två hålrum och i vissa fall upp till sex. Passningstoleranser är ± 0,002 ″.
Nyligen tillverkade H-J en form för forsknings- och utvecklingsändamål för en ihålig centrerad del som var 14,5 tum i diameter och 5 fot hög. Varje aluminiumformhalva vägde 1.400 pund. På grund av sin storlek var formen uppdelad i fyra delar per sektion och hade två skiljeväggar. Konfigurationen möjliggjorde en 45-graders rotation av blocket för att minimera verktygets räckvidd till botten av skjulet. Eftersom det inte fanns någon 5-axlig maskin tillgänglig vid den tidpunkten utförde H-J:s maskinister 3-axlig bearbetning och nådde fem tum djupt med hjälp av pinnfräsar med en diameter på 0,25 tum för att slutföra jobbet.
Den mest skrämmande aspekten av den här 3-axliga bearbetningen var att lokalisera varje block i maskinen eftersom det inte fanns någon plan yta när detaljen lutades. Verktygsbanorna som användes för att slutföra processen var Dynamic Mill, OptiRest, OptiRough och sedan Flowline för efterbearbetning. Med hjälp av Dynamic Toolpaths, specialverktyg och leverantörsstöd tillverkades formen på tre veckor. Den slutliga delen vägde 230 pund.
“Vi hade sex veckor på oss att ta fram design, produktdesign, formtillverkning och produktion av detaljen för att få den till en mässa”, säger Goforth. “Vi tillverkar formar på 8 till 12 veckor, vilket skiljer oss från många andra formverkstäder och produkttillverkare. Vi kan nu ta fram och producera kundanpassade produkter, kompletta med verktyg, på några veckor i stället för som tidigare på nästan ett år.”
För H-J Family of Companies kan fördelarna med CAM-programvara, precisionsverktyg och kundsupport inte överskattas.
CITAT FRÅN KUND
“Vi tillverkar formar på 8 till 12 veckor, vilket skiljer oss från många andra formverkstäder och produkttillverkare. Vi kan nu ta fram och producera kundanpassade produkter, kompletta med verktyg, på några veckor i stället för som tidigare på ett år.”
Doug Goforth, chef för stöd och förbättring av tillverkningen, The H-J Family of Companies, High Ridge, Missouri