CAM-mjukvara tar bort spänningen ur ledtiderna för tillverkning
Allstrap, Inc (Upper Arlington, OH) är specialiserat på tillverkning av stål- och polystyrenband som håller samman stora laster, samt pneumatiska och batteridrivna spännverktyg som håller banden spända. Företaget har sett en ökad efterfrågan på batteridrivna verktyg som utför kapning, spänning och försegling 30-50 procent snabbare än sina pneumatiska motsvarigheter. För att möta behovet kombinerade de Mastercam® CAD/CAM-programvara med en 5-axlig CNC-universalfräsmaskin för att avsevärt minska produktionstiden.
Snabba fakta
- Använd produkt: Mill, Productivity+, Dynamic Motion
- Industriell verksamhet: Transport
Projektdetaljer
- Utmaningen: Design och tillverkning av ett lätt batteridrivet bandningsverktyg för att möta kundernas ökande efterfrågan. Delarna behövde tillverkas snabbare för att snabbt kunna leverera produkten till marknaden, men utan att verktyg och delar gick sönder och utan kostsamma fel som berodde på att tillverkningsprocessen inte kunde överblickas i höga hastigheter.
- Lösningen: Mastercam, den mest använda CNC-programvaran för CAD/CAM.
- Fördelar:
- Lätt att lära sig
- Dynamiska verktygsbanor gör att maskinerna kan köras i mycket höga hastigheter utan att verktyget går sönder
- Förmåga att kontrollera verktygsbanor, maskinhastigheter, kollisionspotential och detaljtoleranser före maskinbearbetning
- Problem kan upptäckas genom probing-tilläggsprogram för att undvika onödiga nedstängningar
Allstrap, Inc(Upper Arlington, OH) är specialiserat på tillverkning av stål- och polystyrenband som håller samman stora laster, samt pneumatiska och batteridrivna spännverktyg som håller banden spända. Företaget har sett en ökad efterfrågan på batteridrivna verktyg som utför kapning, spänning och försegling 30-50 procent snabbare än sina pneumatiska motsvarigheter. För att möta behovet kombinerade de Mastercam® CAD/CAM-programvara med en 5-axlig CNC-universalfräsmaskin för att avsevärt minska produktionstiden.
Verktygen är tillverkade av antingen aluminium, rostfritt stål eller 4140 förhärdat stål och väger mellan 6 och 15 kg. Varje verktyg består av mellan 25-100 komponenter. Enligt VD Josh Sikora kommer man, när konceptet för ett verktyg och dess delar är klart, att byta till antingen rostfritt eller 4140 för slutprodukten. Även om de är lättare i vikt är det svårt att bearbeta dessa starkare, lättare stålmaterial utan verktygsbrott och andra missöden inom rimlig tid. För att kunna optimera en ny 5-axlig CNC-universalfräsmaskin behövde Allstrap investera i ett annat CAD/CAM-program med funktioner som skulle göra maskinen mer krävande.
Sikora hade hört talas om Mastercam och kontaktade Kevin Richardson på FASTech, Inc. (Mastercam-representant i Findlay, OH) vars erfarenhet av programvaran gjorde köpbeslutet enkelt för Sikora. Richardson hjälpte Sikora och hans huvudprogrammerare Bob Freeman att konfigurera programvarusystemet och integrera det med den 5-axliga maskinen.
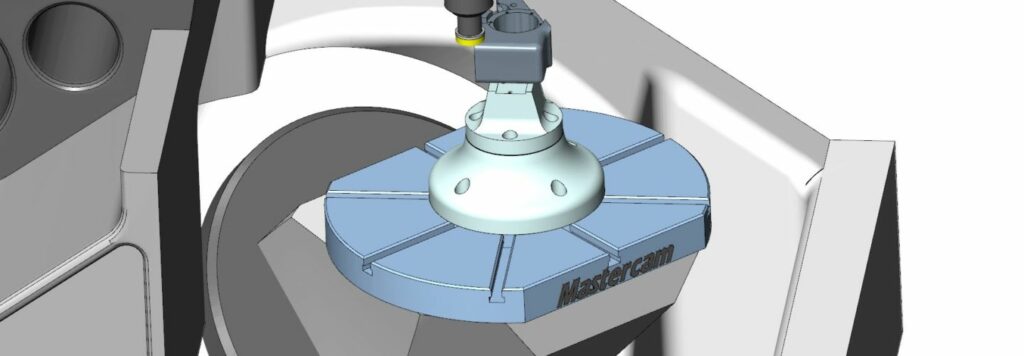
Maskinen har en 50-hästarsspindel, 60-positioners verktygsväxlare och kör 600 psi genom verktygets kylvätska. “När man bearbetar vid 18 000 varv/min och kör all kylvätska kan man inte riktigt se vad man gör, så man måste förlita sig på programvaran för att få koden dit den ska vara, annars kommer man ganska snabbt att tappa bort sig och få problem”, säger Freeman. Han betonar vikten av att använda arbetsutrustning för att hålla saker på plats, särskilt när man arbetar med större, högpresterande pinnfräsar. Freeman använder en svalbågsfixtur och Chick OneLOK arbetshållningsskruvstycke. “Med hjälp av skruvstycket kan vi exakt mjukspänna en detalj på maskinbordet inom en tusendels tum, vilket är tillräckligt nära för de toleranser som vi arbetar med på detaljens baksida, och det gör att produktionen fungerar enkelt och exakt.”
Richardson satte Freeman och Sikora i kontakt med leverantörer av pinnfräsar, varav en tillverkar en 3/4-tums pinnfräs med tandning och 1 5/8 spår att fräsa med. Freeman kör den i 190 tum per minut vid 12.700 varv/min i 6061 aluminium; han kan ta bort tre tum material på fem minuter. “Vi tar halva skärets diameter, så det blir 3/8 tum, och vi skär 1,5 tum djupt. Med en hastighet på 190 tum per minut blir det 107 kubikcentimeter material per minut som vi tar bort”, säger han. “Ett typiskt block på 4,5 x 4,5 x 6 tum försvinner på bara några minuter med de här hastigheterna.”
Höga hastigheter är möjliga med hjälp av programvarans Dynamic Motion-teknik som, med hjälp av egenutvecklade algoritmer som programmerats i programvaran, upptäcker förändringar i geometrierna och håller verktyget konstant engagerat i materialet, vilket minskar luftskärning och verktygsbrott. Verktygsbanan kan programmeras på fem minuter eller mindre. “Det skulle ta en timme eller mer att programmera den på det gamla sättet”, säger han. Efter grovbearbetningen skräddarsys efterbearbetningsrutinerna för att ta hand om restmaterial och skapa 3D-geometrier på ett enkelt och smidigt sätt. Tillverkningstiden har minskat från en timme per detalj till 22 minuter per detalj.
När maskinerna körs i sådana hastigheter är det svårt att upptäcka problem. Freeman förlitar sig på att programvaran hjälper till att förebygga problem redan från början. Problem upptäcks i maskinen medan ett jobb körs med hjälp av programvarans Productivity+ Add-On, som gör det möjligt för Freeman att programmera och simulera Allstraps Renishaw-prob och lasersystem och utföra enkla mätningar och uppriktningar för att verifiera vad som händer inuti maskinen.
Tidsbesparingarna är betydande – bara prototyptillverkningen tog en dryg vecka, varav 60-70 timmar ägnades åt att bygga fixturer och ytterligare ett par dagar åt programmering. Om något gick fel under maskinbearbetningen kunde det ta två och en halv till tre veckor att tillverka bara en enda detalj. Freeman säger så här: “När man går runt och kontrollerar några andra saker medan man utför ett jobb, upptäcker man att programvaran, maskinen, verktygen och arbetsberedningen alla arbetade tillsammans i harmoni för att ge dig det du ville ha.”
CITAT FRÅN KUND
“När man har system som man verkligen kan lita på så skapar de det man behöver. Jag talar om koden som kommer ut från Mastercam. Vi kan verifiera den, vi kan titta på våra fixturer och vår maskin i Mastercam och försäkra oss om att vi inte kommer att skada något väsentligt. Det gör att vi kan gå vidare och ta nästa steg eftersom vi inte behöver stå där och titta på maskinen.”
Bob Freeman, programmerare, Allstrap, Inc.