
In un ambiente ad alto numero di pezzi e a basso volume, il cambio frequente delle attrezzature è la norma. Ma cosa succede quando un’attrezzatura non è stata tracciata correttamente prima della lavorazione? Il risultato può essere disastroso. Il pezzo e l’attrezzatura sono inclinati rispetto alla tavola della macchina e, se non c’è abbastanza materiale in più, il pezzo potrebbe non essere conforme alle specifiche.
Fortunatamente, Mastercam Probing combinato con una sonda macchina offre una soluzione intelligente. Misurando l’angolo del materiale e ruotando il sistema di coordinate di lavoro della macchina (WCS), puoi compensare il disallineamento e produrre pezzi precisi senza dover rifissare.
Perché è importante
Un fissaggio non corretto può portare a:
- Parti fuori tolleranza
- Materiale sprecato
- Aumento del tempo di configurazione
Invece di smontare e risistemare l’attrezzatura, la tastatura ti permette di adattare la macchina al pezzo, risparmiando tempo e riducendo gli scarti.
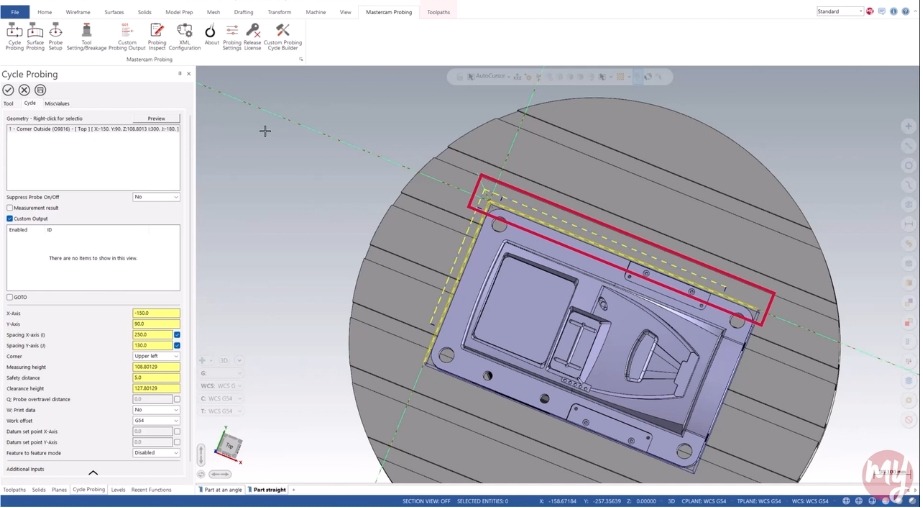
Passo 1: Aggiungere un ciclo di ispezione
Inizia aggiungendo un ciclo di tastatura per misurare l’angolo sul bordo posteriore del materiale. Questi dati ti permetteranno di ruotare il WCS per adattarlo all’orientamento del materiale.
Importante: questo metodo richiede la modifica del post. Si tratta di una semplice modifica che lo sviluppatore del post può gestire.
Passo 2: Configurare le impostazioni di misurazione
- Abilita i Risultati della misurazione nel tuo ciclo di tastatura.
- Attiva Deviazione: X Angolo di superficie per acquisire la deviazione dell’angolo.
- Assegna questa deviazione a una variabile (ad esempio, la variabile 699 nel nostro esempio).
Nota: sonde e controllori diversi utilizzano variabili diverse – controlla la documentazione.
Passo 3: Abilitare la rotazione G68
Nelle operazioni di taglio:
- Vai a Valori vari.
- Accendi l’interruttore di G68 per la sonda.
Sulle macchine Fanuc, G68 ruota il sistema di coordinate XY intorno all’origine WCS.
Quando è impostato su 1, la postazione legge il valore della variabile 699 e lo applica come rotazione prima del percorso utensile.
Ripeti questa operazione per tutti i percorsi utensile in cui è necessaria la rotazione.
Fase 4: Verifica il codice pubblicato
Il codice inviato dovrebbe:
- Esegui la routine di sondaggio.
- Emette una linea che imposta la variabile 699 sull’angolo misurato.
- Inserisci un comando G68 dopo il cambio utensile per applicare la rotazione.
- Includi un comando G69 alla fine di ogni percorso utensile per annullare la rotazione prima del cambio utensile successivo.
Suggerimento: Prima di applicare o annullare le rotazioni, includi sempre una mossa Z sicura.
Guarda Mastercam Probing in azione
Disponibile gratuitamente per tutti i mantenuti Mastercam CONNECT utenti:
Accedi a myMastercam e guarda l’intero programma.Mostramipervedere come Mastercam Probing può migliorare la tua lavorazione oggi.
Non sei ancora un utente di Mastercam CONNECT? Clicca qui per scoprire come sbloccare questo video e accedere a contenuti ancora più esclusivi.


