När gummit möter vägen
Stewart-Haas Racing är det mekaniska stödet bakom flera vinnande NASCAR-team. I takt med att företaget fortsätter att växa ökar också arbetsbelastningen inom tillverkningen. Maskinbearbetningsteamet på Stewart-Haas började nyligen producera fler delar internt och föredrog att dra nytta av sina egna förmågor. Den extra bearbetningen möjliggjordes genom en kombination av en erfaren personalstyrka, kraftfulla CNC-maskiner och intuitiv programvara.
Snabbfakta:
Använd produkt: Fräs, Lathe, Dynamic Motion
Industriell verksamhet: Transport

PROJEKTDETALJER
- Utmaningen: Att på ett lönsamt sätt tillverka komplexa, tidigare outsourcade racingkomponenter för bilindustrin för att spara tid och pengar samtidigt som kvaliteten hölls på en hög nivå.
- Lösningen: Mastercam, den mest använda CNC-programvaran för CAD/CAM-operationer.
- Fördelar:
- Dynamic Motion-tekniken möjliggör extrema skärhastigheter samtidigt som den sparar material och förlänger verktygets livslängd.
- Passar perfekt ihop med ett brett utbud av CNC-maskiner.
- Verktygsbanor som ständigt förbättras är lätta att lära sig och mycket anpassningsbara.
Gene Haas, grundaren av CNC-verktygstillverkaren Haas Automation, var inte främmande för racingbranschen när han bildade sitt första NASCAR Cup Series-team 2002. Haas hade själv tävlat i CART, INDYCAR, Formel 1 och NASCAR och lät sin passion för ingenjörskonst ge bränsle åt sin passion för racing. Han fann snabbt en partner i Tony Stewart, trefaldig mästare i Monster Energy NASCAR Cup Series, och tillsammans grundade de Stewart-Haas Racing i Kannapolis, North Carolina, 2009.
Stewart-Haas 200.000 kvadratmeter stora anläggning i Kannapolis sysselsätter cirka 370 personer, som alla arbetar med att bygga snabbare och effektivare racerbilar. John Simmons är chef för den 4 000 kvadratmeter stora maskinverkstaden. Det är ingen överraskning att verkstadens utrustning till överväldigande del består av Haas-maskiner, produkter från Haas Automation. Stewart-Haas Racing har kört ännu fler mil på sina femton CNC-maskiner på senare tid i ett försök att börja tillverka fler delar internt.

Maskinverkstaden tog nyligen in nya Haas svarvcentra med direktfräshuvuden, eftersom lejonparten av det tidigare outsourcade arbetet hade varit svarvade delar. Den interna produktionen av dessa delar innebär större anpassningsmöjligheter, snabbare från design till bearbetning, bättre kvalitetskontroll och kortare leveranstider. Maskinbearbetningsteamet parade ihop de nya Haas-maskinerna med Mastercam för tillförlitlig och effektiv fräsning.
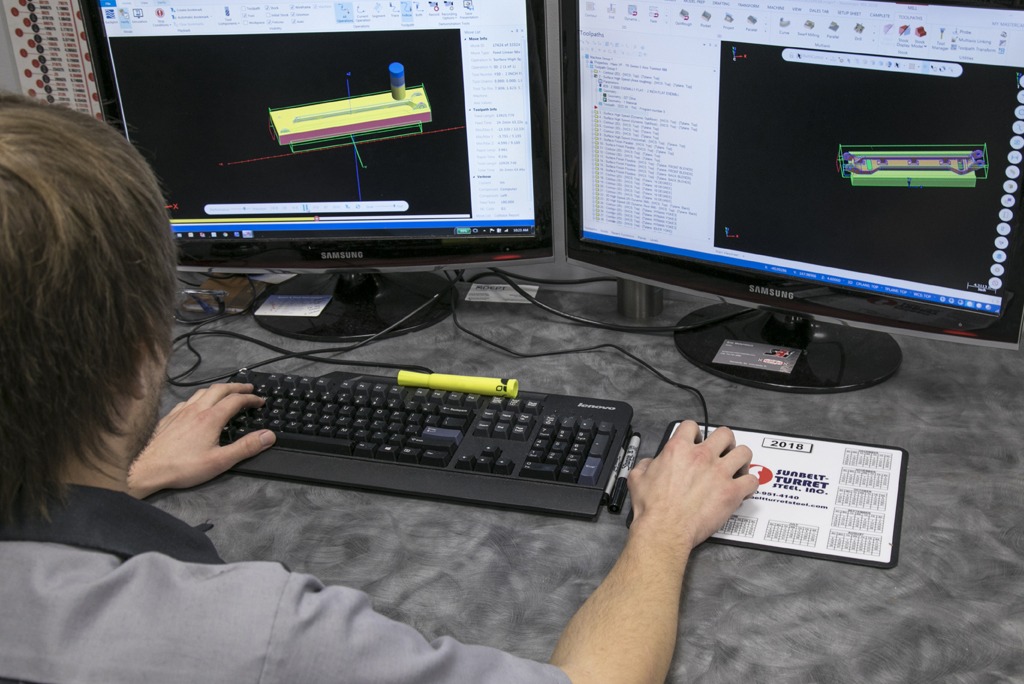
“Den största förändringen jag har sett under det senaste året i vår verkstad är att vi har börjat använda Mastercams dynamiska verktygsbanor fullt ut”, säger Simmons, vars team använder programvarans Dynamic Motion-teknik för att uppnå den hastighet och precision som krävs för att tillverka de nya delarna på ett lönsamt sätt. Dynamiska fräsverktyg använder mjukare och säkrare skärrörelser än traditionella metoder. Nyckeln ligger i mjukvarans ständiga övervakning av det material som bearbetas. När grundmaterialet förändras bedömer, tolkar och extrapolerar tekniken fluktuationerna så att verktyget hela tiden används på det säkraste sättet. Beräkningarna är ögonblickliga. Det är inte bara kaptiderna som minskar, utan även verktygens livslängd förlängs eftersom färre fräsmisstag begås.
Simmons använder en styrcentrumlänk från Stewart-Haas som exempel på en av dessa nya delar. Komponenten, som ansluter styrväxeln till pitmanarmarna – och i slutändan hjulen – är det som gör att fordonet kan vridas tillsammans med ratten. Styrningens mittlänk börjar som en 150 pund tung, solid stång av legerat stål, cirka 4 tum bred, 5 tum hög och 23,5 tum lång, innan den grovbearbetas i en Haas VF6 TR vertikal CNC-fräsmaskin med 50 konor. Grovbearbetningsprocessen för den här delen, förklarar Simmons, har tidigare tagit cirka tolv timmar. Nu tar grovbearbetningen bara sju timmar. “Jag skulle säga att vi är 60-75% mer effektiva”, säger han.

Simmons förbiser inte heller den kvalitetssäkring som följer med Dynamic Motion-strategierna. Stewart-Haas tar tillförlitlighet och precision på allvar och har en fullt utrustad avdelning för kvalitetskontroll som är redo att utvärdera varje enskild del för att upptäcka eventuella brister. Dynamisk fräsning ger en hög grad av exakthet och repeterbarhet i varje snitt. Den pågående dialogen mellan programvaran och materialet innebär att misstag stoppas innan de ens inträffar och att detaljerna bearbetas med klinisk noggrannhet.
Teamet på Stewart-Haas vägrar dock att ta åt sig hela äran för tillämpningen av programvaran. “I takt med att den komplexa tekniken blir allt mer genomgripande i vår verkstad är det stöd vi får från våra olika leverantörer av största vikt”, förklarar Simmons. “Det handlar om mer än att bara ha tekniken; vi vill säkerställa att vi får ut mesta möjliga av våra investeringar, för att i slutändan spara pengar, förbättra effektiviteten och tillverka konkurrenskraftiga fordon. Till exempel kan övergången till Dynamic Motion-verktygsbanor, även om den är värd det för fördelarna, vara svår att navigera. Ljuset tändes mycket snabbare med hjälp av Mastercams applikationsingenjörer och deras återförsäljare i mitt område, Barefoot CNC.”
Mastercams omfattande nätverk av kunniga återförsäljare är en värdefull tillgång för alla maskinverkstäder, och Stewart-Haas Racing är inget undantag. Simmons medgav att han, trots sina femton års erfarenhet av maskinbearbetning, tyckte att hjälpen från Barefoot CNC:s representanter var avgörande för hans egen inlärning.
Stewart-Haas maskinverkstad tar på sig mer och mer tillverkning och visar inga tecken på att sakta ner. Det är sant i både racing- och maskinbearbetningsvärlden att någon alltid måste komma sist, men det kommer inte att vara Stewart-Haas Racing.
Offert från kund
“Nu kan vi tillverka kompletta delar direkt från ett stort ämne, i stället för att behöva tillverka mindre komponenter och svetsa ihop dem. De dynamiska verktygsbanorna ger oss mycket mer verktygsengagemang, vilket minskar behovet av att optimera grovbearbetningsverktygsbanorna och gör att vi kan komma till slutbearbetningen mycket snabbare.”
John Simmons, chef för CNC-maskinverkstaden på Stewart-Haas Racing, Kannapolis, North Carolina