Installations- och bearbetningstiderna minskade drastiskt för en specialtillverkare av kompositkomponenter
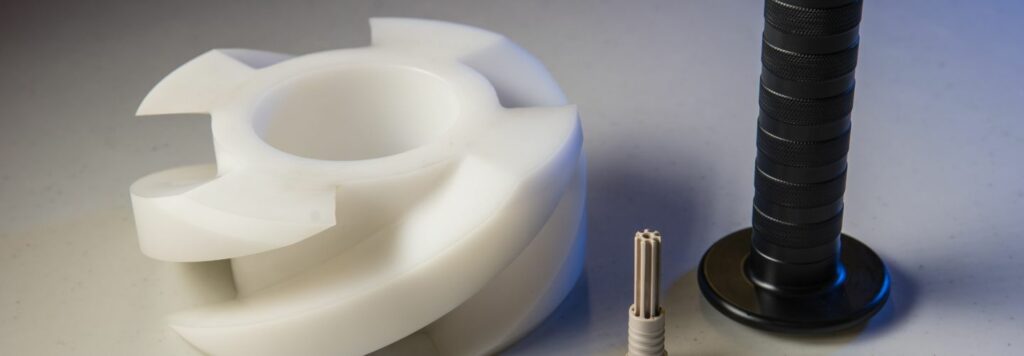
APS Plastics & Manufacturing (Tomball, TX) har bearbetat kundanpassade kompositkomponenter sedan 2006. År 2016 förvärvades företaget av Framework Capital Partners, ett investeringsföretag som arbetar med att optimera tillverkningsmetoder. APS, som leds av VD Mushahid (Mush) Khan, är specialiserat på små högprecisionskomponenter tillverkade av härdplastkompositer, glasfilmer och andra plaster med en diameter på mellan 0,030″ och 25″ för montering inuti ventiler, avancerade elektriska kontakter och isolatorer inom energi-, medicinteknik- och elektronikindustrin. De icke-korrosiva kompositerna är lämpliga för tuffa, korrosiva miljöer.
Snabba fakta
- Använd produkt: Fräs, Lathe
- Industriell verksamhet: Plast, energi
Projektdetaljer
- Utmaningen: En kund inom energisektorn behövde hjälp med att tillverka en svårbearbetad detalj av Inconel®-belagd tenn och plast. Långa ställtider, verktygsbrott och problem med avböjning och chattering behövde åtgärdas redan från början eftersom de kunde komplicera processen eller göra den omöjlig att genomföra.
- Lösningen: Mastercam, den mest använda CNC-programvaran för CAD/CAM-operationer.
- Fördelar:
- Lätt att lära sig för maskinister med begränsad datorkunskap
- Dynamiska verktygsbanor gör att maskinerna kan köras i mycket höga hastigheter utan att verktyget går sönder
- Möjlighet att bygga solida modellmallar minskar tiden vid programmering av liknande delar
- Programmering av Z-axeln i steg gör det möjligt att bearbeta olika segment av samma detalj
APS Plastics & Manufacturing (Tomball, TX) har bearbetat kundanpassade kompositkomponenter sedan 2006. År 2016 förvärvades företaget av Framework Capital Partners, ett investeringsföretag som arbetar med att optimera tillverkningsmetoder. APS, som leds av VD Mushahid (Mush) Khan, är specialiserat på små högprecisionskomponenter tillverkade av härdplastkompositer, glasfilmer och andra plaster med en diameter på mellan 0,030″ och 25″ för montering inuti ventiler, avancerade elektriska kontakter och isolatorer inom energi-, medicinteknik- och elektronikindustrin. De icke-korrosiva kompositerna är lämpliga för tuffa, korrosiva miljöer.
Efter förvärvet analyserade Khan (som är ingenjör) och hans team tillverkningsprocesserna och insåg att de kunde bli ännu effektivare. Han började arbeta med konsulten Rob Burton, som hade många års erfarenhet av Mastercam® CAD/CAM-programvara och maskinbearbetning, för att titta på allt och se till att de hade optimerat processerna så mycket som möjligt.
När Burton utvärderade APS-verkstaden tittade han först på programmering och sedan på tillverkning och upptäckte att programvaran CAD/CAM inte utnyttjades till sin fulla potential. Han menade att det användarvänliga gränssnittet hjälpte teamet att snabbt komma igång och minska rädslan för ny teknik. “Du har möjlighet att bygga mallar i Mastercam, så om du har en familj av detaljer som du programmerar kan du programmera en, exportera allt, spara det och återimportera all information (t.ex. verktygsbanor) för att använda den på en liknande detalj, återassociera geometrin och sedan är programmet klart”, säger Burton.
“Vi har tagit de kraftfullare verktyg som finns i Mastercam och direkt tillämpat dem på våra programmeringsstrategier i våra verktygsbanor för att minska cykeltiderna och öka genomströmningen”, säger Burton. “Vi har nyligen köpt och implementerat SOLIDWORKS® som fungerar smidigt med Mastercam. När vi gör en ändring på en detalj känner Mastercam, tack vare sin ändringsigenkänning med SOLIDWORKS, igen ändringarna i modellen, uppdaterar i Mastercam och uppmanar oss att acceptera eller avvisa den nya verktygsbanan, vilket gör att vi slipper gå tillbaka och programmera om modellen från början.”
Teamet kan dra full nytta av verkstadens 7-axliga Swiss- och stångmatningsmaskin , som enligt Burton minskar ställtiden med cirka 70% och ökar genomströmningen med cirka 40%. De kan växla från en chuckersvarv av schweizisk typ till en helautomatisk stångmatningssvarv för korta serier och högvolymserier. Maskinen utför all fräsning och svarvning, inklusive komplexa detaljer, i en enda operation, vilket frigör verkstadens fem fräsar och fem svarvar för annat arbete. Enligt Burton är alla deras spindlar “maxade” till 10.000 varv/min och körs “vidöppna”. Plast körs med högsta möjliga matningshastighet – mellan 400 och 1200 tum per minut – innan materialet bryts ned. När det gäller stål bearbetas det kolbaserade materialet med högpresterande pinnfräsar på höghastighetsmaskinen i cirka 600 tum per minut. Programvarans Dynamic Motion-teknik, som består av höghastighetsverktygsbanor programmerade med egenutvecklade algoritmer som känner av förändringar i materialet när verktyget rör sig genom det, gör att verktyget hela tiden är i kontakt med materialet, vilket avsevärt minskar luftskärningar och materialskador. Verktyget plöjer genom materialet, vilket gör de högre hastigheterna möjliga.
Ett exempel på detta är ett globalt energiföretag i närheten av Houston som bad APS att bearbeta delar som de hade svårt att få fram internt. Delen var gjuten över tenn med lite Iconel® i änden och resten var PEEK-material. “Vi försökte skära i Iconel och plast samtidigt, vilket är extremt svårt”, minns Burton. “Vi arbetade direkt med kunden för att få igång vår tillverkning. Genom att implementera rätt knappverktyg kunde vi skära i båda materialen och begränsa böjningen på detaljen, vilket var ett stort problem vid skärning i plast, eftersom verktyget plötsligt blir begravt i Iconel. Det fanns flera inneboende problem med avskjutning och verktyg som gick sönder, och vi kunde eliminera alla dessa med de dynamiska verktygsbanorna.” Dessutom använde teamet en funktion i Mastercam 2018 som gör det möjligt att bearbeta längs Z-axeln på en Lathe i specifika steg. Med hjälp av denna strategi svarvade de en Iconel-sektion, backade ut, körde Dynamic-svarvning på Iconel och gick sedan tillbaka in på det andra segmentet för att bearbeta bort plasten. “När vi utvecklade verktyget behövde vi ange olika variabler i vår programvara, t.ex. om en hel diameter är X kan du använda verktygen A, B och C. När vi fyller i den informationen i fönstret vet programmet vilket verktyg som ska väljas i bakgrunden och användas på detaljen när det genererar en verktygsbana. Vi vet redan att detaljen redan är laddad i maskinen, vi vet verktygsnumret och det matchar över hela linjen. Vi kan ta en detalj som det skulle ta en halv dag att programmera och bokstavligen programmera den på fem minuter. Och ha maskinen igång innan programmet ens är klart”, säger Burton.
Citat från kund:
“När vi utvecklade verktyget behövde vi ange olika variabler i vår programvara, t.ex. om en hel diameter är X kan du använda verktygen A, B och C. När vi fyller i den informationen i fönstret vet programmet vilket verktyg som ska väljas i bakgrunden och användas för den delen när det genererar en verktygsbana. Vi vet redan att detaljen redan är laddad i maskinen, vi vet verktygsnumret och det matchar över hela linjen. Vi kan ta en detalj som det skulle ta en halv dag att programmera och bokstavligen programmera den på fem minuter. Och ha maskinen igång innan de ens är klara med programmet.”
Rob Burton, General Manager, APS Plastics & Manufacturing