CAD/CAM-programvara halverar kombinerad cykel- och avgradningstid
AMADA TOOL AMERICA, INC. frigjorde potentialen i sin CAM-programvara genom processförbättringar som leddes av medarbetarna. Resultatet blev att den kombinerade produktionscykeln och avgradningstiden halverades och verktygstillverkaren har nu förmågan att snabbt anpassa sig till produktbyten.
Snabbfakta:
- Använd produkt: Fräs, Lathe, Fräs 3D
- Industriell verksamhet: Verktygstillverkare

Projektdetaljer
- Utmaningen: Effektivisera programmeringen för hög produktdiversitet.
- Lösningen: Mastercam, den mest använda CNC-programvaran för bearbetningsapplikationer.
- Fördelar:
- Standardiserade utrustningsuppsättningar.
- Förbättrad kvalitet på ytfinishen; eliminering av manuell efterbearbetning.
- Verktygsbanor med hög hastighet ökar produktiviteten och förbättrar ytfinheten.
AMADA TOOL AMERICA, INC. (Batavia, NY) arbetar som en flödesverkstad och tillverkar alla verktyg till revolverstansmaskiner och kantpressar för moderbolaget AMADA Co., LTD. (Isehara-Shi, KNG, Japan). Men till skillnad från en typisk flödesverkstadsprocess kan varje detalj ha ett stort antal variationer som kräver olika inställningar och omställningar i rätt tid.
Komplexiteten innebar en möjlighet att standardisera programmeringen, så AMADA TOOL AMERICA köpte Mastercam CAD/CAM-programvara. Med hjälp av streckkodsläsare skannade operatörerna artikelnummer för att enkelt komma åt maskinens programmeringsfiler och effektivt starta produktionen.

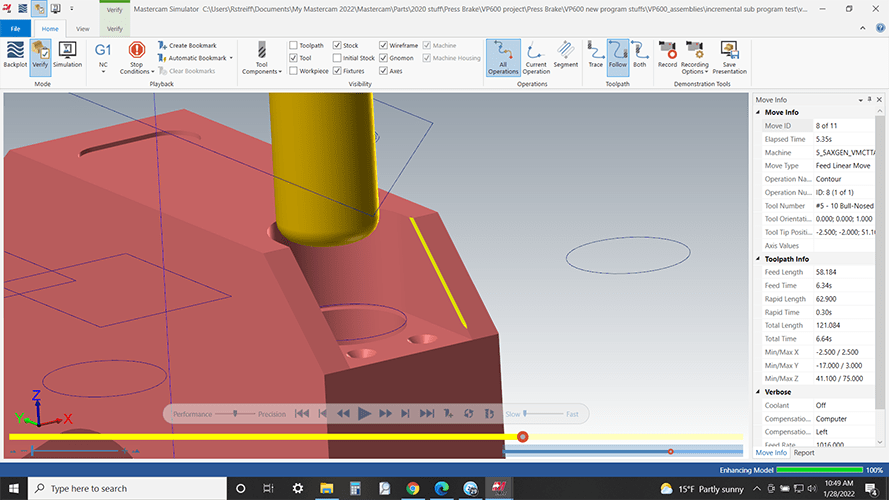
Den mest betydande processförbättringen gällde ett verktyg som tillverkades för AMADA:s automatiska verktygsväxlare (ATC) i HRB-serien. Med hjälp av en 4-axlig fräs utrustad med ett pelarbord monterades detaljerna på en fixturplatta och bearbetades på ovansidan och baksidan, med en slits som gav åtkomst till baksidan. Ursprungligen hade detaljen en körtid på 90 minuter plus manuell gradning på 20 minuter. Efter uppdateringar av programmeringen kunde den totala cykeltiden minskas avsevärt till 35 minuter, och avgradningen skedde i maskinen. De slutliga besparingarna uppgick till 34 procent för enbart cykeltiden, 50 procent för cykeltiden och gradningen tillsammans och 58,5 procent för verktygskostnaden per detalj.
För att uppnå dessa resultat införlivade programmeraren Ricky Streiff en dynamisk fräsverktygsbana följt av en 3D-konturverktygsbana, som gjorde det möjligt för samma pinnfräs att först grovbearbeta ett spår och sedan rampa upp i en vinkel, vilket skapade den önskade avfasade kanten. 3D-verktygsbanorna applicerade också en radie på hål som var placerade på en lutning av detaljytan. I båda exemplen eliminerades behovet av manuell efterbearbetning och kvaliteten på ytfinishen förbättrades.

“Verktygsbanorna var mycket mer intuitiva”, förklarar Streiff. “Det var mycket enkelt att skapa nya program med mindre luftskärning och onödiga verktygsingrepp, som instick och återdragningsrörelser.”
Enligt Streiff fyrdubblades livslängden för de flesta verktyg tack vare minskad cykeltid och kraftbelastning. Dynamic Motion-tekniken justerade kontinuerligt verktygets skärrörelse för att bibehålla en konstant spåntjocklek. Eftersom skärkrafterna kontrollerades minskade mängden genererad värme och vibrationer, trots att vissa av detaljerna hade lättare fastspänningsmetoder med högre vibrationspotential. Hela verktygslängden användes, vilket gav större materialavverkning med mindre verktygsslitage.
Offert från kund
“Verktygsbanorna var mycket mer intuitiva. Det var mycket enkelt att skapa nya program med mindre luftskärning och onödiga verktygsingrepp, som instick och återdragningsrörelser.”
-Ricky Streiff, programmerare, AMADA TOOL AMERICA, Batavia, NY