Avers Machine and Gear
Przemysł: Produkcja, Przekładnie i zębatki
Integracja oprogramowania CAD/CAM usprawnia produkcję przekładni i stelaży
Kiedy firma Avers Machine and Gear powiększyła się w wyniku przejęcia, musiała wypełnić lukę między dwoma warsztatami. Członkowie zespołu ocenili, co generowało wartość w każdym z zakładów i wdrożyli najlepsze praktyki, wykorzystując Mastercam, aby zapewnić udaną integrację.
Przegląd
Integracja dwóch warsztatów maszynowych
Mastercam Mill, Mill 3D, Multiaxis, Tokarka, Konserwacja
Standaryzowane programowanie spełnia wymagania klientów. Pozwoliło to zespołowi zwiększyć wydajność regału z 12 części na godzinę do 40-45 części na godzinę.
Szczegóły projektu
Wyzwanie: dwie firmy, jedna wizja
Założona w 1989 roku firma Avers Machine and Gear (Schiller Park, IL) posiada zakład o powierzchni 30 000 stóp kwadratowych. Prezes Chris Wellman i jego partnerzy postanowili rozwinąć działalność i szukali przez dwa lata, zanim nabyli Innovative Rack and Gear (Wood Dale, IL), który składał się z obiektu o powierzchni 20 000 stóp kwadratowych.
Tworzenie zunifikowanych operacji
Razem, dwa zakłady i 55 pracowników oferują usługi w zakresie produkcji i obróbki kół zębatych i stelaży. Aby zoptymalizować swoje mocne strony, pracownicy Avers i Innovative Rack and Gear – w tym 40 mechaników, z których 14 to programiści – wykorzystali swoją wiedzę do integracji swoich systemów, w tym oprogramowania Mastercam® CAD/CAM.
Usprawnienie poprzez standaryzację
Standaryzacja oprogramowania CAD i CAM pozwoliła na usprawnienie operacji w obu zakładach. Niezależnie od tego, czy część została początkowo uruchomiona na maszynach Doosan czy Okuma, programiści mają teraz możliwość zmiany sprzętu w zależności od potrzeb klienta. Dzięki częstym zmianom harmonogramu, planowanie przepływu pracy jest dystrybuowane bardziej efektywnie dla każdego działu


Mastercam daje nam ogromną elastyczność w wykonywaniu powtarzalnych zadań w wielu centrach roboczych. Myślę, że kluczem do każdego warsztatu jest bycie elastycznym.
Opracowanie przełomowego rozwiązania
Aby zmaksymalizować rentowność, nowi właściciele przeanalizowali każdy produkt i odkryli, że jeden regał przynosi straty. Zespół Avers i Innovative Rack musiał więc wymyślić, jak zatrzymać klienta i wyprodukować część po zakontraktowanej cenie.
Dramatyczne wyniki dzięki inteligentnej konstrukcji
“Mastercam daje nam ogromną elastyczność w wykonywaniu powtarzalnych zadań w wielu centrach roboczych” – wyjaśnił Wellman. “Myślę, że kluczem do każdego warsztatu jest bycie elastycznym”.
Inżynierowie i programiści ocenili obecne metody produkcji regału i stwierdzili, że regał był utrzymywany w prostym uchwycie płytowym. Czas cyklu wynosił około dwóch minut, zanim został ręcznie odwrócony przez operatora, powtarzając się dwa razy. Uwzględniając czas wymagany na wymianę części, operacja miała więcej przestojów niż czasu sprawności.
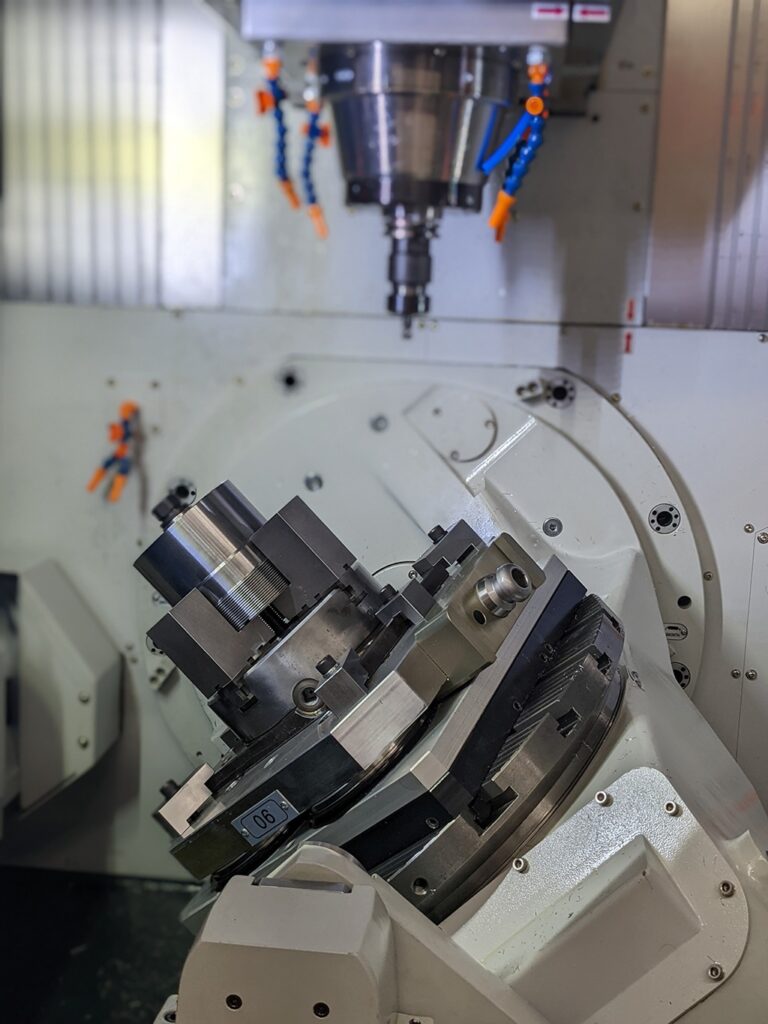
Mając na uwadze potencjalny rozwój, firma Avers zwiększyła swoje możliwości w zakresie produkcji skomplikowanych geometrii, przechodząc na obróbkę 5-osiową. Firma korzysta z programu konserwacji za pośrednictwem swojego przedstawiciela Mastercam, ShopWare Inc. (Elgin, IL), aby nadążyć za najnowszą technologią. Pracownicy mają dostęp do najbardziej aktualnych wersji oprogramowania, a także nowych funkcji, a w razie potrzeby mogą zadzwonić na infolinię ShopWare.
Aby regał był opłacalny, zespół zaprojektował w SOLIDWORKS (Dassault Systèmes, Velizy-Villacoublay, Francja) uchwyt, który mógł pomieścić jednocześnie osiem detali. Część została zaciśnięta na wyspie z wystającymi końcami, umożliwiając zawieszenie części i obróbkę zarówno na górnej, jak i dolnej stronie, bez konieczności jej odwracania. Model bryłowy został zaimportowany do programu Mastercam, gdzie ścieżka narzędzia 2D Dynamic Contour zapewniła odpowiednie obciążenie wiórami. Całe mocowanie zostało obrobione na jednej frezarce górnowrzecionowej, a większość pracy wykonało jedno narzędzie.
Czas konfiguracji stojaka został z powodzeniem skrócony do jednego procesu, co pozwoliło maszynie działać bardziej efektywnie. Wydajność uległa znacznej zmianie, zwiększając się z 12 części na godzinę do 40-45 części na godzinę

Wyciągnięte wnioski
Jak w przypadku każdej transformacji, nie obyło się bez przeszkód. Avers Machine and Gear był jednak w stanie przezwyciężyć te wyzwania i pomyślnie zintegrować swoje przejęcie.
“Systemy są niezwykle ważne” – podsumowuje Wellman. “Niezależnie od tego, jaki system wybierzesz, wszyscy muszą być w pełni przeszkoleni i zintegrowani, i wszyscy muszą z niego korzystać”.
Najważniejsze wydarzenia

Półfabrykaty w linii dla procesu frezowania 5-osiowego.
Wykorzystanie Mastercam do wieloosiowej obróbki złożonych kół zębatych.
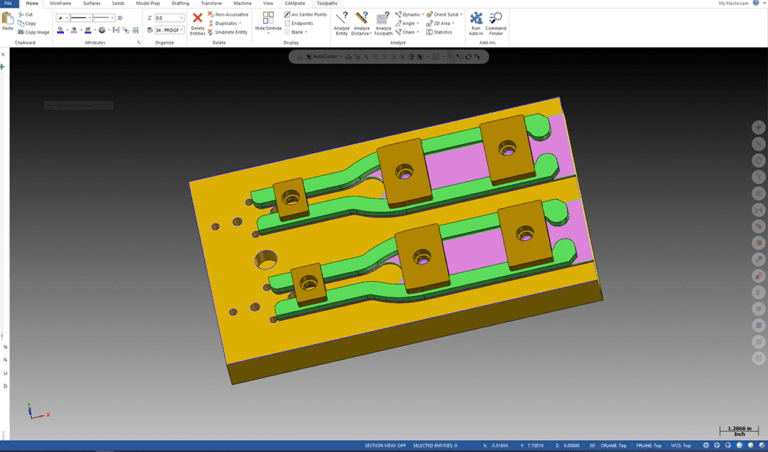
Niestandardowy uchwyt do stojaka.
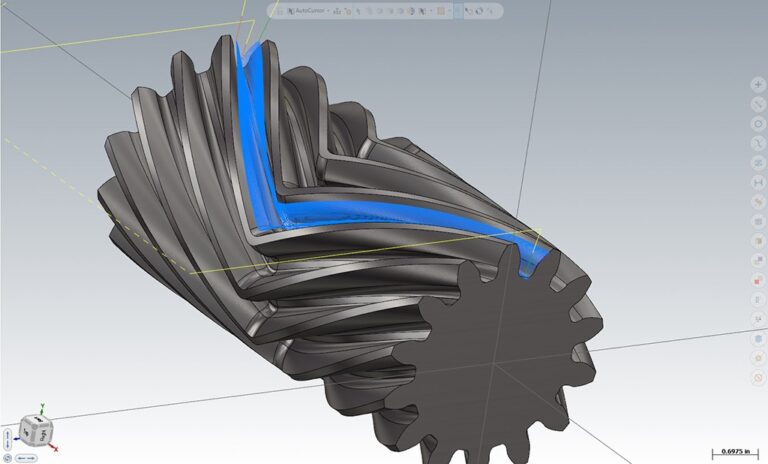
Złożona przekładnia z zębami ułożonymi w jodełkę.
Related Articles
Precyzyjna produkcja form medycznych
Przegląd W świecie produkcji urządzeń medycznych, gdzie tolerancje mierzone są w mikronach, a wykończenie powierzchni może mieć wpływ na bezpieczeństwo pacjentów, precyzja nie jest tylko celem - to konieczność. W zakładzie SyBridge Technologies w Saint Petersburg na Florydzie precyzja ta jest w pełni widoczna. Od elektrod z końcówkami cieńszymi niż…

Produkcja oparta na ludziach: Jak firma Gund buduje doskonałość w Ameryce Północnej
Firma Gund wspiera pracowników w wielu zakładach w Ameryce Północnej dzięki innowacyjnym systemom zarządzania wizualnego i strategicznym inwestycjom w technologię CAM. Stawiając ludzi na pierwszym miejscu, firma zbudowała kulturę, w której pracownicy codziennie wprowadzają ulepszenia, a programiści wydajnie dostarczają wysokiej jakości programy - udowadniając, że doskonałość produkcji zaczyna się od…

Gothic Architecture Powered by Mastercam
Ponad dźwiękami śpiewów gregoriańskich, maszyna CNC szumi z zamiarem. Wysoko w górach Wyoming, mnisi karmelitańscy własnymi rękami budują średniowieczny klasztor. Bez formalnego przeszkolenia, przyjęli nowoczesne narzędzia i znaleźli boskiego partnera w Mastercam.