L’usinage à cinq axes est en train de prendre d’assaut le monde de l’usinage, et ce pour de bonnes raisons. Ce type de fabrication, dans lequel la commande numérique par ordinateur est utilisée pour déplacer des pièces ou des outils de coupe le long de cinq axes différents simultanément, déverrouille un potentiel incroyable pour n’importe quel atelier. L ‘usinage 5 axes réduit les heures de travail, élimine les réglages supplémentaires, augmente l’efficacité de la production et permet d’obtenir des pièces magnifiques et complexes. Comprendre l’usinage 5 axes n’est cependant pas si simple. Pour vous aider, nous décomposons ci-dessous chacun des cinq axes.
Quels sont les trois axes de base ?
Le fraisage 3 axes standard s’effectue sur les axes X, Y et Z. Ces trois axes linéaires sont les directions dans lesquelles la broche ou la pièce – selon la machine – peut se déplacer. Ces trois axes linéaires correspondent aux mouvements linéaires de la broche ou de la pièce, selon la machine :
- Axe X : De gauche à droite
- Axe Y : De l’avant vers l’arrière
- Axe Z : Haut et bas
En utilisant les trois axes en même temps, une machine peut raser la matière pour créer divers objets tridimensionnels. Cette méthode est particulièrement utile lorsque la pièce ne nécessite pas un maintien avancé, ne présente pas de cavités profondes ou étroites et peut être usinée en une seule fois. Pour les pièces plus complexes, l’usinage 5 axes est préférable.
Quels sont les axes « supplémentaires » sur une machine à 5 axes ?
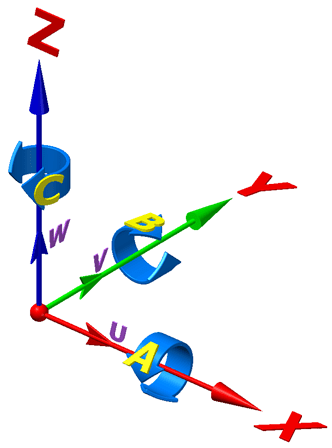
En plus des trois axes traditionnels, l’usinage 5 axes utilise également deux axes de rotation : A-, B- et/ou C-.
- Axe A : Rotation autour de l’axe X
- Axe B : Rotation autour de l’axe Y
- Axe C : Rotation autour de l’axe Z
L’utilisation d’axes rotatifs signifie qu’une machine peut déplacer soit la pièce, soit l’outil de coupe (tête de broche) autour de l’un des axes linéaires précédemment établis. Différentes machines utilisent différentes combinaisons d’axes (A et B, B et C, ou A et C), et chaque configuration convient à un type d’usinage différent.
Quelles sont les différentes configurations de fraiseuses Multiaxes ?
Bien qu’il n’existe pas de configuration « standard » de fraiseuse multiaxes, tout centre de fraisage 5 axes peut être placé dans l’un des trois principaux types de machines : Table/Table, Tête/Table ou Tête/Tête.
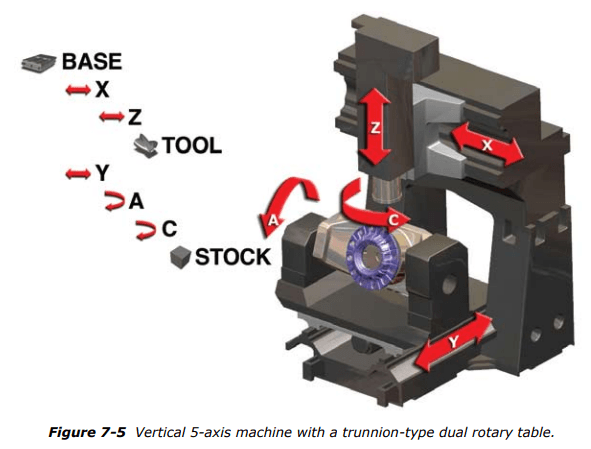
Configuration Table/Table : Cette configuration est la plus courante pour les fraiseuses Multiaxes. Les machines Table/Table disposent de deux tables qui effectuent tout le travail rotatif. La première table porte la deuxième table et la pièce à usiner est fixée à la deuxième table. Cela signifie que les tables sont les composants qui tournent autour des axes X, Y ou Z dans A-, B- ou C-. En d’autres termes, la pièce tourne physiquement autour de l’outil de coupe.
Configuration tête/tête : Au lieu de faire tourner la pièce autour de l’outil de coupe, les machines Tête/Tête utilisent leurs têtes de broche pour effectuer tous les mouvements de rotation et de pivotement. La pièce elle-même reste immobile.
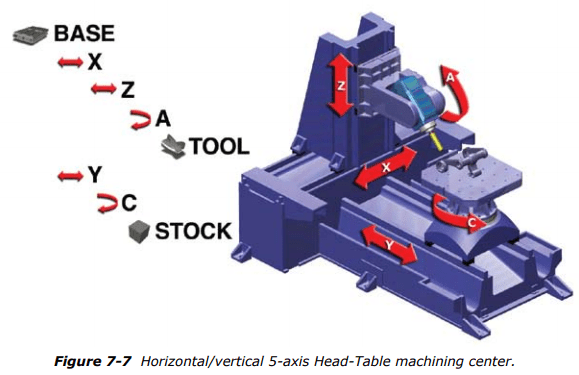
Configuration Tête/Table : Les machines à configuration Tête/Table sont une sorte de mélange entre Table/Table et Tête/Tête. Ces types de machines possèdent à la fois un plateau tournant qui tourne et une tête inclinable. Certains mouvements tournants sont exécutés par le plateau, qui maintient la pièce à usiner, tandis que la tête de broche articule les mouvements d’inclinaison de l’outil. (utiliser 5x_headtable.png)
Pour toute configuration, les solutions Multiaxes de Mastercam sont là pour vous aider. Pour en savoir plus sur les solutions Multiaxes de Mastercam , cliquez ici.


