I en miljö med hög mix och låga volymer är frekventa fixturbyten normen. Men vad händer när en fixtur inte är ordentligt fastspänd före bearbetningen? Resultatet kan bli katastrofalt. Materialet och fixturen sitter i en vinkel i förhållande till maskinbordet och om det inte finns tillräckligt med extra material kanske detaljen inte uppfyller specifikationerna.
Lyckligtvis, Mastercam-probing i kombination med en maskinprob en smart lösning. Genom att mäta vinkeln på ditt material och rotera maskinens arbetskoordinatsystem (WCS) kan du kompensera för felinställning och producera exakta detaljer utan att fixera om.
Varför detta är viktigt
Felaktig fixturering kan leda till:
- Delar utanför toleransområdet
- Bortkastat material
- Ökad installationstid
Istället för att plocka ner och ställa om fixturen kan du med probning anpassa maskinen till detaljen, vilket sparar tid och minskar kassationen.
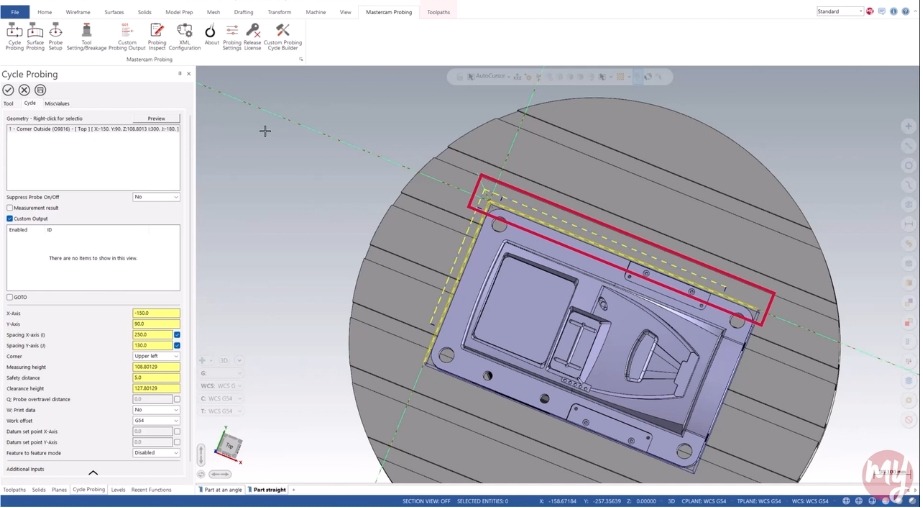
Steg 1: Lägg till en sonderingscykel
Börja med att lägga till en probingcykel för att mäta vinkeln i materialets bakkant. Med hjälp av dessa data kan du rotera WCS så att den matchar materialets orientering.
Viktigt: Den här metoden kräver en ändring av inlägget. Det är en enkel förändring som din postutvecklare kan hantera.
Steg 2: Konfigurera mätningsinställningar
- Aktivera mätresultat i din probningscykel.
- Slå på Avvikelse: X Surface Angle för att fånga upp vinkelavvikelsen.
- Tilldela denna avvikelse till en variabel (t.ex. variabel 699 i vårt exempel).
Obs: Olika prober och styrenheter använder olika variabler – kontrollera dokumentationen.
Steg 3: Aktivera G68-rotation
I din skärande verksamhet:
- Gå till Diverse värden.
- Slå på strömbrytaren för G68 för probe.
På Fanuc-maskiner roterar G68 XY-koordinatsystemet runt WCS-ursprunget.
När den är inställd på 1 läser stolpen värdet i variabel 699 och tillämpar det som en rotation före verktygsbanan.
Upprepa detta för alla verktygsbanor där rotation behövs.
Steg 4: Granska den publicerade koden
Din publicerade kod bör:
- Kör den sonderande rutinen.
- Skriv ut en rad som sätter variabel 699 till den uppmätta vinkeln.
- Infoga ett G68-kommando efter verktygsbytet för att tillämpa rotation.
- Inkludera ett G69-kommando i slutet av varje verktygsbana för att avbryta rotationen före nästa verktygsbyte.
Tips: Inkludera alltid ett säkert Z-drag innan du använder eller avbryter rotationer.
Se Mastercam Probing i aktion
Tillgänglig gratis för alla underhållna Mastercam CONNECT användare:
Logga in på myMastercam och titta på helaVisa migför att se hur Mastercam Probing kan förbättra din maskinbearbetning idag.
Är du inte Mastercam CONNECT-användare ännu? Klicka här för att lära dig hur du låser upp den här videon och får tillgång till ännu mer exklusivt innehåll.