Zaawansowana technologia obróbki daje przewagę Don Schumacher Racing
Don Schumacher Racing utrzymuje przewagę nad konkurencją, produkując niemal wszystkie części do samochodów wyścigowych we własnym zakresie. Aby to zrobić, muszą być w stanie obrabiać części, które wytrzymają stres związany z szybkimi wyścigami bez zwiększania masy samochodu.
Szybkie fakty:
Używany produkt: Frezarka, Wieloosiowa, Tokarka
Branża: Transport

Szczegóły projektu:
- Wyzwanie: Projektowanie i produkcja części samochodowych o niezwykle wąskich tolerancjach, które mają być trwałe, a jednocześnie lekkie.
- Rozwiązanie: Wsparcie CAD/CAM od resellerów Mastercam i zaawansowana technologia obróbki Mastercam.
- Korzyści:
- Porady ekspertów i konsultacje certyfikowanych sprzedawców z doświadczeniem w branży.
- Biblioteki narzędzi zawierają cenne informacje na temat narzędzi skrawających i modeli bryłowych, aby skrócić czas programowania i zapewnić dokładność.
- Technologia Dynamic Motion znacznie skraca cykle obróbki zgrubnej poprzez usuwanie dużych ilości materiału.
- Zaawansowane funkcje symulacji wykrywają możliwe błędy obróbki przed ich wystąpieniem.
Don Schumacher Racing jest zaangażowany w każdy etap branży wyścigów samochodowych, od warsztatu projektowego po tor wyścigowy. Firma stara się produkować jak najwięcej części wyścigowych we własnym zakresie. “Produkujemy komponenty silnika, elementy podwozia, układ wydechowy, widżety i wszystko, aż po nakrętki i śruby” – powiedział Scott Cutler, starszy inżynier ds. produkcji.

DSR odniosło sukces produkcyjny dzięki połączeniu zaawansowanych maszyn, specjalistycznego wsparcia technicznego i zaawansowanego oprogramowania. Sklep DSR posiada 22 maszyny CNC, w tym poziome 4-osiowe centra frezarskie, 5-osiowe centra frezarskie, 7-osiowe frezarko-tokarki, 3-osiowe tokarki, pionowe centra frezarskie i szwajcarską maszynę śrubową. Sklep tego kalibru wymaga wsparcia technicznego tej samej jakości. Dlatego DSR polega na swoim oficjalnym resellerze Mastercam, ShopWare, Inc. kiedy napotyka problemy.
ShopWare nie tylko wprowadził DSR w możliwości Mastercam, aby umożliwić firmie realizację celów produkcyjnych, ale także zapewnia ciągłe wsparcie we wszystkich aspektach obróbki CNC. DSR otrzymuje również pomoc od rozległej sieci wsparcia Mastercam, w tym inżynierów aplikacji w Mastercam Manufacturing Lab.
Cutler powiedział: “Chris Kozell i Chad Chmura są świetni. Chris pomógł nam w kwestiach związanych z postami i w pracy nad błędami nowej opcji na jednej z naszych maszyn. Chad pomaga nam w szkoleniach, pokazuje nam, jak prawidłowo z nich korzystać i fizycznie pomaga nam wybierać spośród wielu różnych ścieżek narzędzi oferowanych przez Mastercam. Jeśli mamy tutaj naprawdę trudną, złożoną część, której być może nikt na świecie nigdy wcześniej nie wykonał, jeśli utkniemy w martwym punkcie, mamy wielu ludzi, do których możemy się zwrócić, uzyskać wsparcie i iść naprzód”.

Jedną z takich kwestii, przed którą stoi DSR, jest trwałość części. “Musimy sprawić, by części były lekkie, ale jednocześnie mocne i trwałe. Wiesz, te samochody jeżdżą z dużą prędkością i dzieje się w nich wiele rzeczy, więc bezpieczeństwo jest bardzo ważne. W wyścigach top-fuel mamy do czynienia z najbardziej ekstremalnymi warunkami. Wytwarzamy największą moc w każdej formie wyścigów i jeździmy przez najkrótszy czas; w zasadzie budujemy kontrolowaną bombę” – wyjaśnił Cutler.
Kiedy DSR wysyła swój zespół wyścigowy, musi mieć pewność, że jest w stanie zagwarantować jak największe bezpieczeństwo. “Masa zawsze pomoże ci w trwałości, ale nie pomoże ci w zwiększeniu prędkości lub zmniejszeniu ogólnej masy. Jest to jedna z najtrudniejszych rzeczy do zrobienia, ponieważ nie możemy używać metali ciężkich tak, jak powinniśmy, więc musimy użyć słabszego metalu, ale w jakiś sposób musimy sprawić, by miał jak najwięcej mocy”.
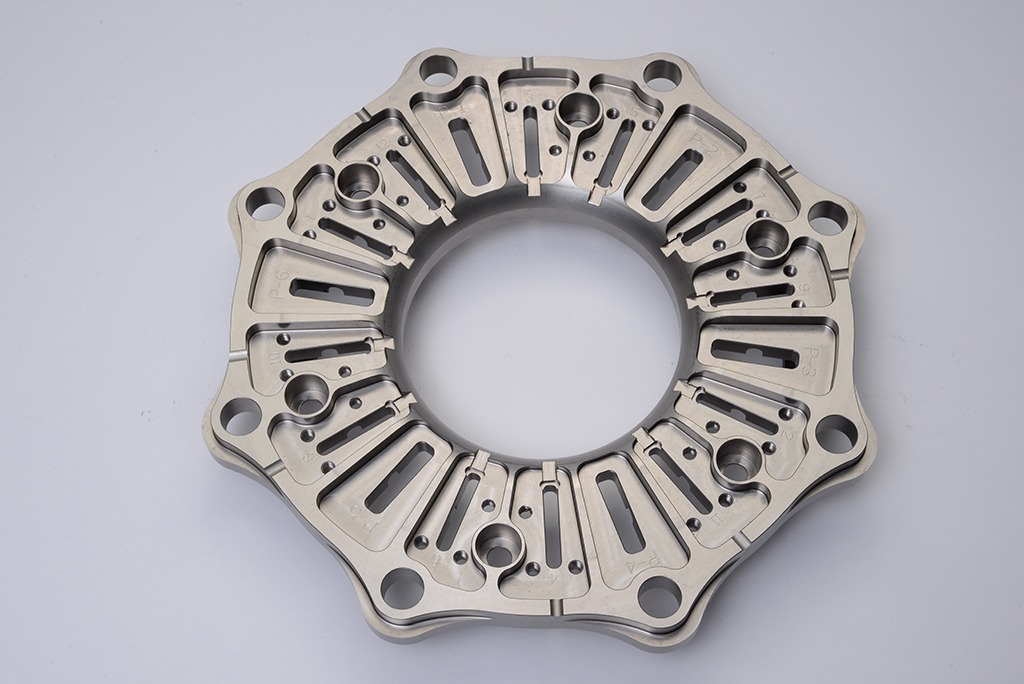
DSR często wykorzystuje aluminium i stal miękką. Każda część jest wyprofilowana, co dodaje żebrowanie w obszarach, które będą narażone na większe obciążenia, jednocześnie usuwając nadwagę z innych miejsc. Aby osiągnąć idealną równowagę między bezpieczeństwem a szybkością, proces projektowania i modelowania DSR musi być niezwykle precyzyjny.
OptiRough wykorzystuje opatentowane algorytmy Dynamic Motion Technology do optymalizacji ścieżki skrawania i ruchu narzędzia. DSR może usuwać duże ilości materiału w bardzo krótkim czasie, skracając ogólny czas cyklu i zwalniając czas, który można poświęcić na inne obszary.
Części często zaczynają jako 800-funtowe bloki materiału. “Aby usunąć taką ilość materiału z części w dobrym tempie, korzystamy z Dynamic Motion OptiRoughing firmy Mastercam. Dzięki połączeniu oprogramowania i naszej gamy narzędzi Sandvik Coromant, w połączeniu z naszymi centrami obróbczymi Okuma, jesteśmy w stanie usuwać materiał z prędkością posuwu 300 cali na minutę przy pełnej głębokości skrawania wynoszącej średnio około 3/8 cala” – powiedział Cutler.
Średnia tolerancja części w sklepie DSR wynosi plus minus dwie i pół tysięczne, przy czym wiele części ma znacznie mniejsze tolerancje. Osiągnięcie tych tolerancji wymaga wiarygodnych informacji i zaawansowanej symulacji.
“Mamy bibliotekę narzędzi stworzoną w zasadzie dla każdej kategorii maszyn. Stale importujemy modele narzędzi firmy Sandvik. Pomaga nam to w symulacji i możemy spojrzeć na rzeczywisty uchwyt narzędziowy, aby szukać zakłóceń tam, a nie tylko na frezie”.
Następnie Cutler korzysta z funkcji Porównaj w narzędziu Simulation, aby porównać modele bryłowe, zwizualizować dokładność cięć i sprawdzić ewentualne kolizje. “Dało nam to znacznie większą elastyczność w pracy z bryłami, gdy wchodzimy w wiele naszych złożonych części, ponieważ wszystko jest 3D. Możemy teraz pisać w oprogramowaniu i manipulować nim, aby uzyskać pożądany rezultat”.
Cytat klienta
“Aby usunąć tak dużą ilość materiału z części w dobrym tempie, korzystamy z funkcji Dynamic Motion OptiRoughing oprogramowania Mastercam. Dzięki połączeniu oprogramowania i naszej gamy narzędzi Sandvik Coromant, w połączeniu z naszymi centrami obróbczymi Okuma, jesteśmy w stanie usuwać materiał z prędkością posuwu 300 cali na minutę przy pełnej głębokości skrawania wynoszącej średnio około 3/8 cala”.
-Scott Cutler, starszy inżynier produkcji w Don Schumacher Racing