Le logiciel CAO réduit de moitié le temps du cycle combiné et de l’ébavurage
AMADA TOOL AMERICA, INC. a déverrouillé le potentiel de son logiciel de FAO en améliorant ses processus sous l’impulsion de ses employés. Le résultat est que le temps total du cycle de production et de l’ébavurage a été réduit de moitié et que le fabricant d’outillage dispose désormais de la souplesse nécessaire pour s’adapter rapidement aux changements de produits.
En bref :
- Product Used: Mill, Lathe, Mill 3D
- Industry: Tooling Manufacturer

Détails du projet
- The Challenge: Streamline programming for high product diversity.
- La solution : Mastercam, le logiciel CNC le plus utilisé pour les applications d’usinage.
- Avantages :
- Des installations d’équipement standardisées.
- Amélioration de la qualité de la finition de la surface ; élimination de la finition manuelle.
- Les parcours d’outils grande vitesse augmentent la productivité et améliorent la qualité de la finition des surfaces.
AMADA TOOL AMERICA, INC. (Batavia, NY) opère en tant qu’atelier de production, fabriquant tout l’outillage pour les poinçonneuses à tourelle et les presses plieuses pour sa société mère AMADA Co. LTD. (Isehara-Shi, KNG, Japon). Toutefois, contrairement à ce qui se passe dans un atelier de fabrication en flux tendu classique, chaque pièce peut présenter un grand nombre de variations qui nécessitent des réglages différents et des changements de production en temps voulu.
Cette complexité s’est traduite par une opportunité de standardiser la programmation, et AMADA TOOL AMERICA a donc acheté le logiciel de CAO/FAO Mastercam. Grâce à des lecteurs de codes-barres, les opérateurs scannent les pièces pour accéder facilement aux fichiers de programmation de la machine et lancer efficacement la production.

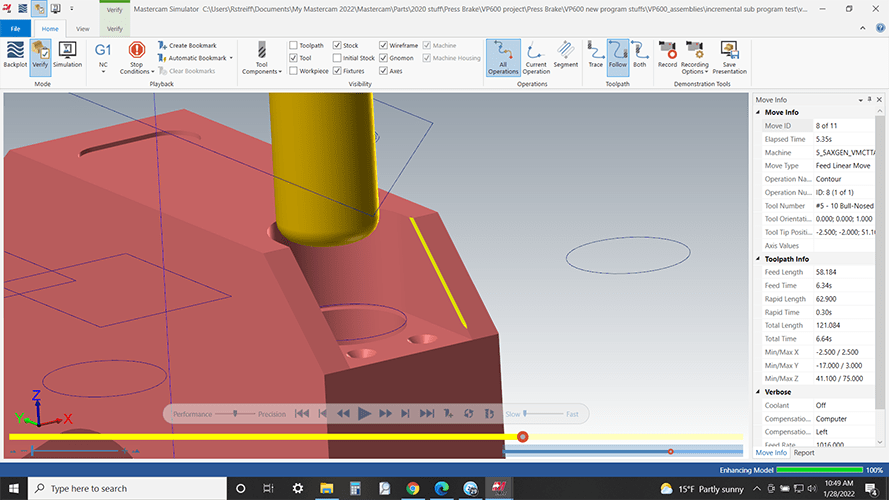
The most significant process improvement involved a tool manufactured for the AMADA HRB series Automatic Tool Changer (ATC). Using a 4-axis mill outfitted with a trunnion table, the parts were mounted on a fixture plate and machined on the top and back sides, with a slot providing access to the back. Initially, the part had a run time of 90 minutes plus manual deburring of 20 minutes. After programming updates, the total cycle time was substantially reduced to 35 minutes, with deburring occurring in the machine. Final savings totaled 34 percent reduction in cycle time alone; 50 percent reduction in cycle time and deburring combined; and 58.5 percent reduction in tooling cost per part.
To achieve these results, Programmer Ricky Streiff incorporated a Dynamic Milling toolpath followed by a 3D Contour toolpath, which enabled the same bull end mill to first rough out a slot and then ramp up at an angle, creating the desired chamfered edge. The 3D toolpaths also applied a radius to holes located on an incline of the part surface. In both examples, the need for manual finishing was eliminated and surface finish quality improved.

« Les parcours d’outils sont beaucoup plus intuitifs », explique M. Streiff. « Il était très facile de créer de nouveaux programmes avec moins d’aérocoupes et d’engagements d’outils inutiles, comme les mouvements de plongée et de rétractation. »
Selon M. Streiff, la durée de vie de la plupart des outils a quadruplé grâce à la réduction du temps de cycle et des charges sur l’outil. La technologie Dynamic Motion a ajusté en permanence le mouvement d’outil pour maintenir une épaisseur de copeaux constante. Les forces de coupe étant contrôlées, la quantité de chaleur et de vibrations générées a été réduite, bien que certaines pièces aient des méthodes de serrage plus légères avec un potentiel de vibration plus élevé. L’outil a été engagé sur toute sa longueur, ce qui a permis d’augmenter l’enlèvement de matière et de réduire l’usure de l’outil.
Devis client
« Les parcours d’outils étaient beaucoup plus intuitifs. Il était très facile de créer de nouveaux programmes avec moins de coupes d’air et d’engagements d’outils inutiles, comme les mouvements de plongée et de rétractation. »
-Ricky Streiff, programmeur, AMADA TOOL AMERICA, Batavia, NY


