Drastyczne skrócenie czasu konfiguracji i obróbki w sklepie z niestandardowymi komponentami kompozytowymi
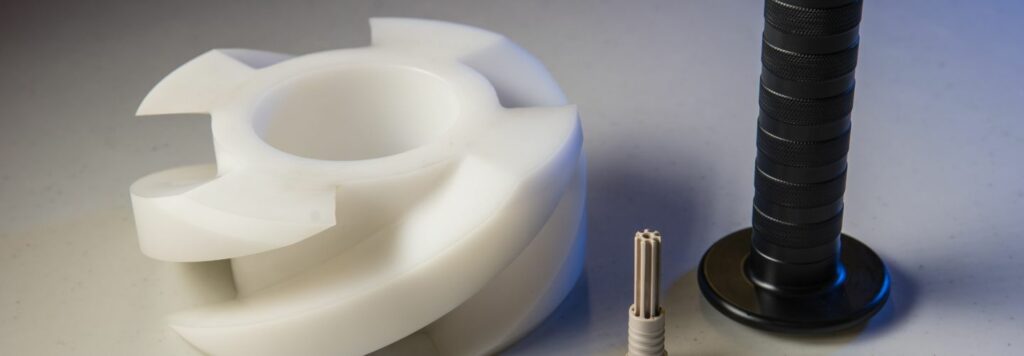
APS Plastics & Manufacturing (Tomball, TX) zajmuje się obróbką niestandardowych komponentów kompozytowych od 2006 roku. W 2016 roku firma została przejęta przez Framework Capital Partners, firmę inwestycyjną zaangażowaną w optymalizację praktyk produkcyjnych. Prowadzona przez CEO Mushahida (Mush) Khana, firma APS specjalizuje się w małych, precyzyjnych komponentach wykonanych z termoutwardzalnych kompozytów tworzyw sztucznych, folii szklanych i innych tworzyw sztucznych o średnicy od 0,030″ do 25″, przeznaczonych do montażu wewnątrz zaworów, wysokiej klasy złączy elektrycznych i izolatorów dla przemysłu energetycznego, urządzeń medycznych i elektronicznych. Niekorozyjne kompozyty nadają się do trudnych, korozyjnych środowisk.
Szybkie fakty
- Używany produkt: Młyn, Tokarka
- Przemysł: Tworzywa sztuczne, Energia
Szczegóły projektu
- Wyzwanie: Klient z branży energetycznej potrzebował pomocy w produkcji trudnej do obróbki części wykonanej z cyny pokrytej Inconelem® i tworzywa sztucznego. Długie czasy ustawiania, uszkodzenia narzędzi oraz problemy z ugięciem i odpychaniem wióra wymagały rozwiązania na samym początku, ponieważ mogły skomplikować proces lub uniemożliwić jego wykonanie.
- Rozwiązanie: Mastercam, najczęściej używane oprogramowanie CNC do operacji CAD/CAM.
- Korzyści:
- Łatwy do opanowania dla osób z ograniczoną znajomością obsługi komputera
- Dynamiczne ścieżki narzędzia pozwalają maszynom pracować z bardzo wysokimi prędkościami bez uszkodzeń narzędzi.
- Możliwość tworzenia szablonów modeli bryłowych skraca czas programowania podobnych części.
- Programowanie osi Z w przyrostach umożliwia obróbkę różnych segmentów tej samej części
APS Plastics & Manufacturing (Tomball, TX) zajmuje się obróbką niestandardowych komponentów kompozytowych od 2006 roku. W 2016 roku firma została przejęta przez Framework Capital Partners, firmę inwestycyjną zaangażowaną w optymalizację praktyk produkcyjnych. Prowadzona przez CEO Mushahida (Mush) Khana, firma APS specjalizuje się w małych, precyzyjnych komponentach wykonanych z termoutwardzalnych kompozytów tworzyw sztucznych, folii szklanych i innych tworzyw sztucznych o średnicy od 0,030″ do 25″, przeznaczonych do montażu wewnątrz zaworów, wysokiej klasy złączy elektrycznych i izolatorów dla przemysłu energetycznego, urządzeń medycznych i elektronicznych. Niekorozyjne kompozyty nadają się do trudnych, korozyjnych środowisk.
Po przejęciu, Khan (który jest inżynierem) i jego zespół przeanalizowali procesy produkcyjne, zdając sobie sprawę, że mogą one być jeszcze bardziej wydajne. Rozpoczął współpracę z konsultantem Robem Burtonem, który wniósł wieloletnie doświadczenie z oprogramowaniem Mastercam® CAD/CAM i obróbką sk rawaniem, aby przyjrzeć się wszystkim procesom i upewnić się, że zostały one zoptymalizowane w jak największym stopniu.
Kiedy Burton ocenił warsztat APS, najpierw przyjrzał się programowaniu, a następnie produkcji i stwierdził, że oprogramowanie CAD/CAM nie było w pełni wykorzystywane. Przyznał, że jego przyjazny dla użytkownika interfejs pomógł zespołowi szybko przyspieszyć i złagodzić obawy przed nowymi technologiami. “Masz możliwość tworzenia szablonów wewnątrz Mastercam, więc jeśli masz rodzinę części, które programujesz, możesz zaprogramować jedną, wyeksportować wszystko, zapisać i ponownie zaimportować wszystkie te informacje (tj. ścieżki narzędzi), aby ponownie zastosować je do części o podobnym stylu, ponownie skojarzyć geometrię i program jest gotowy” – powiedział Burton.
“Wykorzystaliśmy bardziej zaawansowane narzędzia dostępne w Mastercam i bezpośrednio zastosowaliśmy je w naszych strategiach programowania ścieżek narzędzi, aby skrócić czas cyklu i zwiększyć wydajność” – powiedział Burton. “Niedawno zakupiliśmy i wdrożyliśmy SOLIDWORKS®, który płynnie współpracuje z Mastercam. Kiedy dokonujemy zmiany w części, Mastercam, dzięki rozpoznawaniu zmian w SOLIDWORKS, rozpoznaje zmiany w modelu, aktualizuje się w Mastercam i prosi nas o zaakceptowanie lub odrzucenie nowej ścieżki narzędzia, co skraca czas potrzebny na powrót i przeprogramowanie modelu od zera”.
Zespół może w pełni wykorzystać 7-osiową tokarkę szwajcarską i tokarkę z posuwem pręta , które według Burtona skracają czas konfiguracji o około 70% i zwiększają przepustowość o około 40%. Mogą przełączać się z tokarki z uchwytem szwajcarskim na w pełni zautomatyzowaną tokarkę z posuwem pręta w przypadku krótkich serii i dużych serii. Maszyna wykonuje wszystkie operacje frezowania i toczenia, w tym skomplikowanych części, w jednej operacji, uwalniając pięć frezarek i pięć tokarek w warsztacie do innych prac. Według Burtona, wszystkie wrzeciona mają “maksymalną” prędkość 10 000 obrotów na minutę i pracują na “szerokim otwarciu”. Tworzywa sztuczne są obrabiane z maksymalnymi możliwymi prędkościami posuwu – od 400 do 1200 cali na minutę – zanim materiały ulegną zniszczeniu. W przypadku stali, materiał na bazie węgla jest cięty z prędkością około 600 cali na minutę za pomocą wysokowydajnych frezów trzpieniowych na maszynie wysokoobrotowej. Zastosowana w oprogramowaniu technologia Dynamic Motion, która składa się z zaprogramowanych ścieżek narzędzia o wysokiej prędkości z zastrzeżonymi algorytmami wykrywającymi zmiany w materiale w miarę przesuwania się narzędzia, pozwala na ciągłe połączenie narzędzia z materiałem, znacznie zmniejszając liczbę cięć pneumatycznych i uszkodzeń materiału. Narzędzie przebija się przez materiał, umożliwiając osiągnięcie większych prędkości.
Przykładem tego jest globalna firma energetyczna z siedzibą w pobliskim Houston, która zwróciła się do APS z prośbą o obróbkę części, z którymi mieli trudności. Część była formowana na blasze z dodatkiem Iconel® na końcu, a reszta była wykonana z materiału PEEK. “Próbowaliśmy jednocześnie ciąć Iconel i plastik, co jest niezwykle trudne” – wspomina Burton. “Współpracowaliśmy bezpośrednio z klientem, aby skonfigurować naszą produkcję. Będąc w stanie wdrożyć odpowiednie oprzyrządowanie, mogliśmy ciąć oba materiały i ograniczyć ugięcie części, co było głównym problemem podczas cięcia plastiku, ponieważ nagle narzędzie zakopywało się w Iconelu. Istniało kilka nieodłącznych problemów związanych z odpychaniem i łamaniem narzędzi, które udało nam się wyeliminować dzięki dynamicznym ścieżkom narzędzia”. Dodatkowo, zespół wykorzystał funkcję dostępną w Mastercam 2018, która umożliwia obróbkę wzdłuż osi Z na tokarce w określonych przyrostach. Korzystając z tej strategii, obrócili sekcję Iconel, wycofali się, uruchomili dynamiczne toczenie na Iconel, a następnie wrócili do drugiego segmentu, aby obrobić plastik. “Gdy opracowaliśmy narzędzie, musieliśmy określić różne zmienne w naszym oprogramowaniu w kategoriach, jeśli cała średnica wynosi X, można użyć narzędzi A, B i C. W ten sposób, gdy wprowadzimy te informacje do okna, będzie ono wiedziało, które narzędzie wybrać w tle i zastosować do tej części podczas generowania ścieżki narzędzia. Wiemy już, że część jest już załadowana do maszyny, znamy numer narzędzia i pasuje on do wszystkich elementów. Możemy wziąć część, której zaprogramowanie zajęłoby komuś może pół dnia i dosłownie zaprogramować ją w pięć minut. I uruchomić maszynę jeszcze przed ukończeniem programu” – powiedział Burton.
Cytat klienta:
“Podczas opracowywania narzędzia musieliśmy określić różne zmienne w naszym oprogramowaniu w kategoriach, jeśli cała średnica wynosi X, można użyć narzędzi A, B i C. W ten sposób, gdy wprowadzimy te informacje do okna, będzie ono wiedziało, jakie narzędzie wybrać w tle i zastosować do tej części podczas generowania ścieżki narzędzia. Wiemy już, że część jest już załadowana do maszyny, znamy numer narzędzia i pasuje on do wszystkich elementów. Możemy wziąć część, której zaprogramowanie zajęłoby komuś może pół dnia i dosłownie zaprogramować ją w pięć minut. I uruchomić maszynę jeszcze przed ukończeniem programu”.
Rob Burton, General Manager, APS Plastics & Manufacturing
Related Articles
Precyzyjna produkcja form medycznych
Przegląd...

Produkcja oparta na ludziach: Jak firma Gund buduje doskonałość w Ameryce Północnej
Przegląd...

Gothic Architecture Powered by Mastercam
Przegląd...